Cum să lipiți țevi de polipropilenă?

Produsele polimerice sunt utilizate în multe domenii. Cutie de plastic, coș de rufe, radiatoare de încălzire - toate realizate pe bază de polimeri.
Polipropilena este considerată universală. Țevile din acest material sunt utilizate pentru a instala conducta, sistemul de încălzire prin pardoseală, ventilația în casă. Tehnologia de montare nu necesită abilități speciale. Puteți să vă dați seama cum să vă lipiți tevi din polipropilenă într-o jumătate de oră.


Caracteristici speciale
Polipropilena este un polimer sintetic cu proprietăți fizico-mecanice înalte. Este atât durabil, flexibil, cât și rezistent la influențe negative. Nu-i este teamă de lovituri, de căderi de temperatură, de chimie. Cu astfel de caracteristici este dificil de crezut că cea mai apropiată relativă a polipropilenei este polietilenă.
Materialul obținut prin metoda de polimerizare a propilenei. Pentru a avea caracteristici de rezistență, se adaugă catalizatori la materiile prime. Produsul reacției chimice a substanțelor este pudră albă sau granule colorate.


Polipropilena granulată sau pulverizată este alimentată în producție, care are loc în șase etape:
- Extrudare. Prima materie primă intră în extruder. În interiorul acestui dispozitiv, granulele se înmoaie și devin o masă din plastic. Pentru a transforma o materie primă solidă într-o masă volatilă, aceasta este încălzită la 250 ° C. Pentru țevile albe, materiile prime sunt folosite în formă pură. Dacă aveți nevoie de produse colorate, adăugați coloranți cu umbra dorită la extruder. Adăugarea pigmentului nu afectează calitatea produsului.
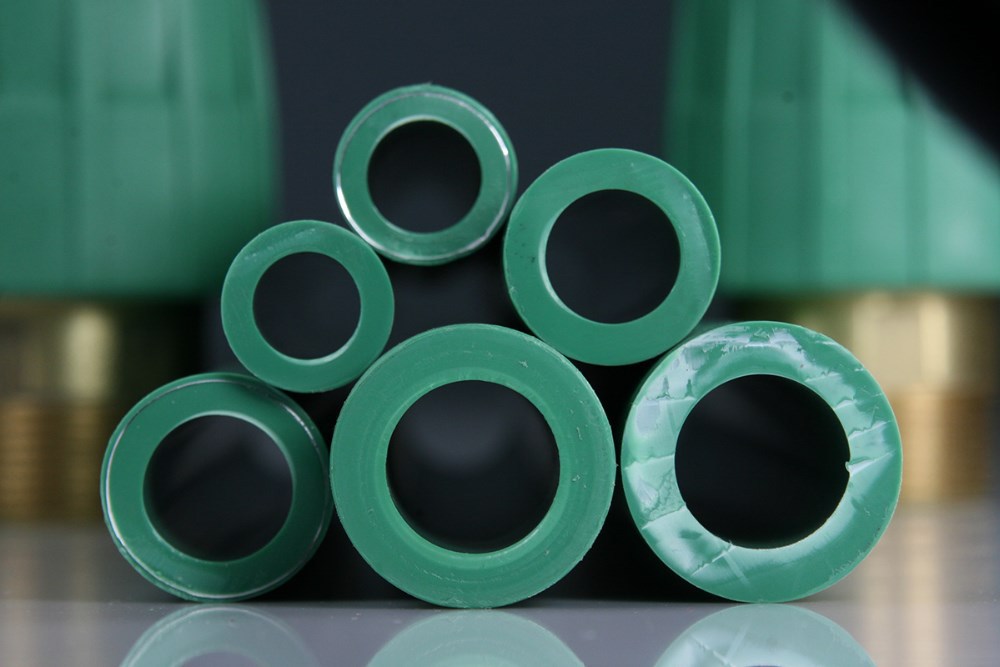
- De turnare. În etapa următoare, masa este profilată. Extruderul "strânge" semifabricatele din țeavă. Conform standardului, diametrul conductelor este de 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 mm pentru a lucra în casă. Pentru lucrările subterane (comunicațiile de fixare) utilizați produse cu diametrul mare - până la 120 cm.
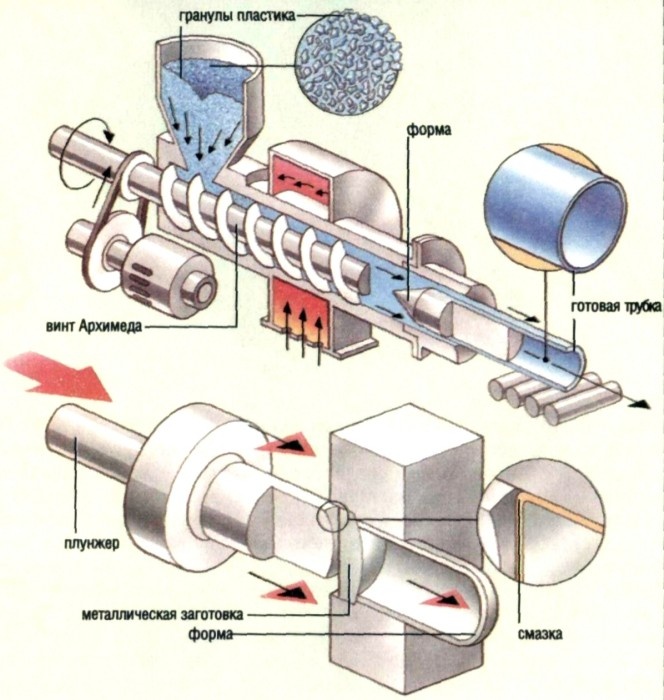

- Călire. Preformele fierbinți sunt răcite cu apă rece. Acest produs este scufundat într-o baie de răcire.
- Aplicarea unui strat protector. Conductoarele încălzite sunt trecute prin echipamente care "împachetează" produsul într-un strat subțire de film de protecție. Acest film folie. Ajută la păstrarea materialelor potrivite pentru utilizare după o depozitare lungă. Înainte de instalare, filmul trebuie îndepărtat.
- Marcarea. Informații elementare se aplică foliei. Pe aceasta puteți să determinați imediat pentru care lucrări este destinat acest sau acel tip de țeavă.
- Divizarea. Aceasta este ultima etapă de producție. Produsele tăiate vin în depozit pentru ambalare și depozitare.



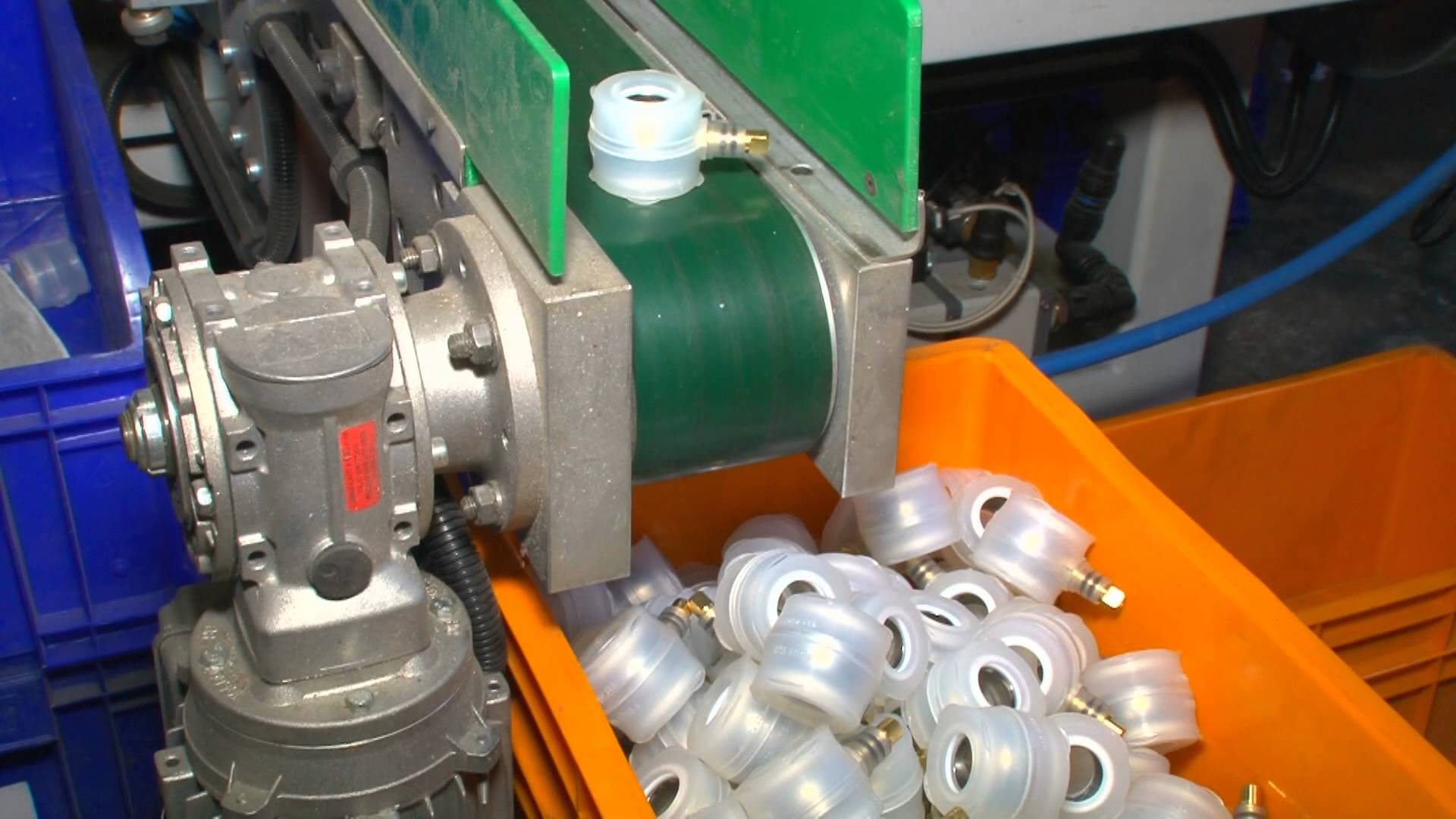
Părțile mici și formate din aceleași materii prime (de exemplu, fitinguri pentru țevi) sunt produse în același mod. După extruder, masa lichidă este introdusă în matriță, unde sunt turnate detalii ale formei complexe. Tăierea nu au nevoie. Fragmente mici sunt făcute imediat de piesă.
Producția de țevi armate este oarecum mai complicată. Aceasta implică un strat intermediar sau exterior de materiale mai durabile. Acest strat este necesar pentru a reduce întinderea cu temperaturi în creștere.
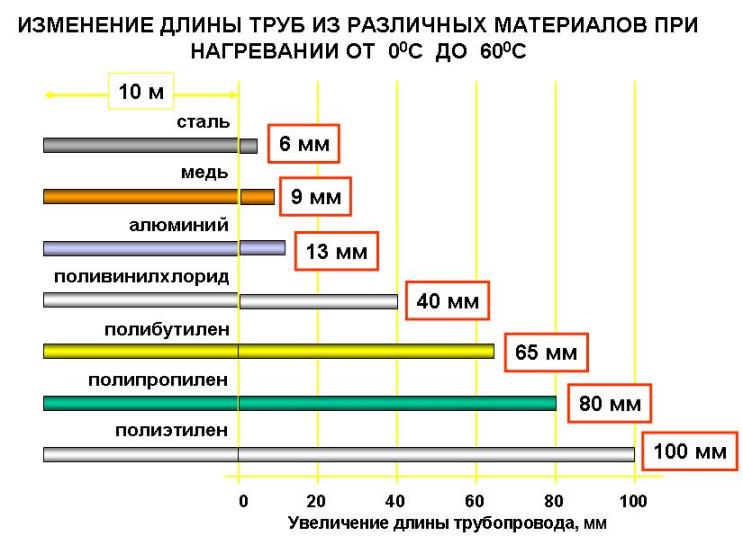
Deoarece polipropilena este aproape de polietilena - o substanță de întindere și plastic - are de asemenea o proprietate de creștere și de diminuare a dimensiunilor, pe măsură ce temperatura se schimbă. La minim, materialul este comprimat, la înălțime este întins.

Raportul de întindere al materialelor din polipropilenă este semnificativ. Astfel, o conductă de 10 m lungime la o temperatură de 95-100 ° C se poate întinde cu 150 mm. Acest lucru are o importanță deosebită pentru utilitățile care utilizează părți din propilenă.
Întinderea este periculoasă deoarece conducta nu mai este la fel de puternică ca înainte ca temperatura să se schimbe. Prin urmare, trebuie prevenită în toate sistemele în care temperatura maximă de încălzire a produsului depășește 90 ° C.
Domeniul de aplicare al țevilor din polipropilenă este determinat de grosimea lor: cu cât sunt mai groase, cu atât mai puternic. Cei mai puternici - stresul mecanic și fizic mai mare pe care ei îl vor suporta. Cea mai "tare" conductă în funcțiune, cu cât este mai largă utilizarea.
Producătorii produc două tipuri de produse: cu pereți subțiri și cu pereți groși.

Conductele cu pereți subțiri sunt considerate cu marcaje PN10 și PN16. PN10 poate rezista picăturilor de temperatură de până la 45 ° C și o presiune de cel mult 10 atm. Grosimea peretelui - 0,9-1 mm. Domeniul de aplicare al aplicației lor este puternic limitat de caracteristicile tehnice, astfel încât acestea sunt cele mai ieftine. Aplicați-le la temperaturi ridicate.
PN16 poate rezista la căldură până la 60 ° C și la presiune de până la 16 atm.Pereții sunt mult mai groși - 15 mm. În același timp, acest tip de țeavă are o caracteristică distinctivă care face dificilă utilizarea materialului în multe zone. Aceasta este o extensibilitate mare la temperaturi de peste 60 ° C. În aproape toate sistemele de încălzire în care se utilizează adesea conducte, temperatura depășește această valoare.
Pentru pereți groși sunt toate mărcile, începând cu PN20. Acesta este un echipament serios cu pereți groși și solizi de până la 21 mm. Este universal pentru orice fel de muncă.


Țevile cu pereți groși sunt armate și ne-armate.
Stratul de ranforsare este localizat în interiorul țevii, între straturile de propilenă sau în afara produsului, ca o cochilie. Protejează produsele polimerice de întindere la temperaturi ridicate.
Fabricat din materiale diferite:
- fibra de sticla;
- folie;
- polietilenă;
- aluminiu.
Țevi fără armare și cu armătură din fibră de sticlă sunt cele mai ușor de instalat. Se topesc bine și se conectează la fitinguri fără obstrucții. Conexiunea este fiabilă.


Țevile cu aluminiu și folie sunt mai dificil de utilizat. Dacă aluminiu este în afara stratului de polipropilenă, acesta trebuie tăiat la lățimea completă a nodului de legătură. Fără stripare, nu este posibilă lipirea.Din cauza protecției din aluminiu, nu va fi posibilă topirea propilenei și, prin urmare, nu va exista o conexiune de calitate.
Trebuie să curățați țeavă cu o unealtă specială pentru țevi cu armătură din aluminiu. Acest proces este lung și laborios, mai ales cu un diametru mare al produsului.


Dacă stratul de aluminiu este în interiorul conductei de propilenă, curățarea este și mai dificilă. Dar este necesar. La instalare, straturile interioare și exterioare ale propilenei trebuie topite împreună și aluminiu "lipit", astfel încât să nu se aplice nici o apă.
Aluminiu nu rugină, dar dacă apa devine între straturi, țevile pot exploda.
Produsele combinate și țevile cu o placă de aluminiu în interiorul produsului sunt cele mai greu de instalat, dar nu cele mai eficiente.


Pro și contra
Avantajele materialului destul de mult:
- Greutate relativ ușoară. Țevile de polipropilenă cântăresc de 9 ori mai puțin decât metalul. Ele sunt mai ușor de transportat și asamblat.
- Prețul unei țevi 4 m - în termen de 30-110 ruble.
- Instalarea nu necesită abilități profesionale. Merită să lucrați la piese de schimb, dar nu va dura mult timp.
- Racordarea fiabilă și strânsă a părților conductei și a oricărui alt design.Este asigurată prin lipire. Racurile sunt protejate de apă și scurgeri și sunt la fel de puternice ca și tuburile.
- Materialul poate fi procesat. Puteți face tăieturi drepte și oblice, le tăiați în fragmente de la o lățime de 1 cm la orice lungime dorită. Acest lucru este convenabil atunci când conductele trebuie instalate în locuri greu accesibile.


- Materialul îndeplinește cerințele GOST. În producția de materiale utilizate care pot intra în contact cu apa potabilă.
- Specificațiile tehnice îndeplinesc cerințele SNiP pentru instalarea țevilor în diferite condiții de funcționare. Să presupunem instalarea în interiorul și exteriorul (subteran).
- Polipropilena nu rust. În compoziție nu există materiale care să poată fi supuse proceselor corozive.
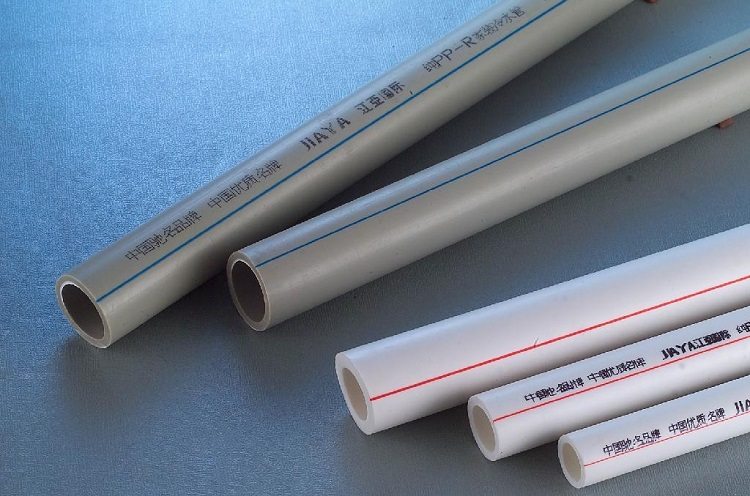
- Produsele nu trebuie să fie vopsite. Ele au deja o culoare albă sau o altă culoare și o suprafață semi-mată. Colorantul este adăugat la materiile prime în prima etapă de producție, astfel încât pigmentul este fixat ferm. După 10 ani de funcționare, produsul va avea aceeași culoare.


- Pentru fiecare sarcină - soluția proprie. Dacă trebuie să țineți apă rece, există PN10, pentru apă fierbinte - PN25.
- Apa curge în tăcere prin țevi. Tăcerea este asigurată de grosimea și densitatea materialului.
- În interiorul țevii nu apare sedimentul din curentul direct al apei.
- Durata de viață a serviciului - până la 50 de ani.
- Utilizarea fără deșeuri. Din rămășițele conductelor puteți face lucruri utile și frumoase pentru casă și viață.

Dar există încă dezavantaje:
- Țevile sunt supuse la întindere la temperaturi ridicate. Chiar și consolidată.
- Produsele nu pot fi îndoite. Pentru a schimba direcția țevii (rotiți colțul, în jos și înapoi), trebuie să folosiți fitinguri.
- Lipirea necesită unelte speciale.
- Pe suprafața țevii pot apărea zgârieturi cauzate de deteriorarea mecanică. Integritatea nu este dăunătoare, dar aspectul va suferi.
- Țevile armate necesită pregătire înainte de lipire. Numai produsele cu fibră de sticlă pot fi lipite imediat, iar aluminiu și folie trebuie curățate.



Unde se aplică?
Conducte din polipropilenă - un lucru multifuncțional în gospodărie.
Iată câteva dintre ele:
- Sistemul sanitar. Pentru alimentarea cu apă rece, o țeavă cu pereți subțiri sau cu pereți groși adecvați nu este întărită. Este ieftin, ușor de instalat, se poate ocupa de transportul apei până la 45 de grade.
- Sistemul de apă caldă. Țevile etichetate cu NP20 sau NP25 pot furniza în siguranță apă fiartă. Propilen începe să se topească numai la 170 de grade.


- Centralizat sistem de încălzire în cabana, casa sau cabana. Pentru a face acest lucru, alegeți o țeavă de diametru mare cu fibră de sticlă. Sunt fiabile și nu necesită stripare complexă. Lipirea unor astfel de țevi trece printr-un bang. Elongația conductei termice cu fibră de sticlă este de 10 ori mai mică decât fără ea - doar 1,5 cm. Prin urmare, conductele nu se îndoaie și nu se deformează.
- Încălzire prin pardoseală. Dacă nu există suficientă căldură din conductele de apă caldă, instalați un sistem de încălzire prin pardoseală. Dezavantajul unei astfel de podele este faptul că este imposibil să se rostogolească conducta cu un pas mic. Plus - în costul menținerii sistemului și a duratei de viață a acestuia. Durata de viață a unei podele încălzite cu apă este de aproximativ 50 de ani. În același timp, sistemul poate fi montat direct pe șapă.

- Sisteme auxiliare: ventilație și canalizare.
- Gardul din țară. Nu va proteja impotriva oaspetilor neinvitati, dar poate delimita teritoriul cu vecinii sai. În zonele suburbane protejate este una dintre cele mai simple și opțiuni bugetare.
- Seara sau sera. Țevile sunt rezistente și tolerează încărcarea zăpezii în timpul iernii. Dintre acestea, este convenabil să se asambleze o singură seară cu o înălțime de 1,5-2 m.
- Pătrat de flori pentru plante de grădină.
- Gazebo și mobilier de grădină.Scaune, incendiare, copertine, mese portabile, șezlonguri.





- Articole de uz casnic. Lucrurile utile pot fi făcute din resturi de țevi pentru o sală, un balcon, un garaj, un atelier, o cameră pentru copii. Cu ajutorul teilor, cuplajelor și fragmentelor de țevi, se asamblează orice obiect de formă geometrică - un suport pentru pantofi, un suport pentru flori, un cuier de haine, un uscător sau o coș de gunoi. Tot ce este suficientă fantezie și rămășițe de material. Este convenabil să colectezi locurile de joacă, leagăne și case pentru copii mici. Dacă adăugați o plasă, veți obține porți excelente pentru fotbalul copiilor.
- Elemente de decor. Folosind colțuri și adaptoare, puteți asambla un raft în stil loft. Recitete scurte de diferite diametre vor merge pentru a crea o ramă foto sau o oglindă, lămpi, ghivece de flori și vase.


Ce este necesar?
Atunci când lucrați cu țevi din polipropilenă veți avea nevoie de mai multe grupuri de unelte.
Primul grup este necesar pentru măsurători. Acesta include ruletă, conducători, markeri, nivele de construcție. În cazuri complexe, este necesar să se recurgă la calcule matematice. De exemplu, atunci când utilizați conducte de propilenă pentru a furniza apă de la o sursă în afara unei case.
În plus față de instrumentele de desen și de măsurare, veți avea nevoie de alcool și de tuns bumbac. Acestea sunt necesare pentru degresarea suprafeței conductelor. Pe suprafețele degresate se așază mai bine și este mai convenabil pentru lipire.
Al doilea grup de dispozitive este necesar pentru tăiere. Lungimea unei conducte este în medie de 4 metri. Din aceasta trebuie să tăiați fragmente scurte, ajustându-le la dimensiunea locului în care vor fi instalate conductele.

Nu este recomandată tăierea țevii cu materiale uzate. Acest lucru este lung, incomod și tăierea este obținută proastă calitate. Marginea lui "zboara", se pare cu burr. Trebuie să fie curățat cu șmirghel sau tăiat cu un cuțit subțire.
Unelte pentru o singură tăiere (pot fi folosite pentru a tăia 1-2 fragmente, când altele nu erau la îndemână):
- bomfaier;
- jigsaws;
- Creștea bulgar;
- auto-ascuțit cuțit.
Propilenul este moale, astfel încât aceste instrumente vor face treaba. Dacă trebuie să le folosiți în absența altora, este important să luați în considerare faptul că tăierea va fi inegală, iar chips-urile vor intra în conductă. Acest cip trebuie eliminat astfel încât să nu se "uite" prin sistemul de alimentare cu apă sau cu sistemul de încălzire prin pardoseală.



Dispozitivele electrice (ferăstrău, ferăstrău) necesită precizie în funcționare. Este necesar să controlați forța cu care presiunea asupra țevii are loc și să răsuciți țevul de mai multe ori în timpul tăierii. Acest lucru ajută la realizarea tăierii drept și nu la un unghi.
Aceste instrumente trebuie folosite corect - nu tăiați, ci încercați să fixați produsul în poziție și să îl apăsați cu o unealtă. În acest caz, tăierea va fi cât mai aproape posibil de ideal și chips-urile vor fi mai mici. Dar această metodă este potrivită numai pentru țevi cu pereți subțiri și cu diametru mic. Cu produsele ranforsate va trebui să se tortureze.
Unelte pentru tăierea de înaltă calitate a țevilor:
- foarfece speciale pentru țevi din plastic, inclusiv propilenă;
- tăietor pentru țevi;
- tăietor pentru țevi electrice;
- ghilotina.



Țevi de tăiere sunt foarte diferite de cele obișnuite. Lama ascuțită este fixată numai pe o parte. În locul celui de-al doilea este o bază metalică largă. În interiorul bazei există o canelură. Marginea ascuțită a lamei intră în acest canal atunci când taie produse din plastic. Marginea conductei este uniformă și potrivită pentru montare.
Pentru a lucra cu astfel de foarfece nevoie doar de putere musculara.Pentru a tăia țevile, trebuie să închideți brațele foarfecelor astfel încât lama să treacă prin plastic.
Avantajul acestor foarfeci este că ele sunt ușoare, ieftine, ușor de mutat de la un loc la altul. Dezavantajul este că distanța dintre lamă și bază nu poate fi mărită. Se introduc numai tuburi subțiri (până la 45 mm).
Produsele cu diametru mare (pentru canalizare, încălzire) nu pot fi tăiate manual.


De asemenea, unii maeștri consideră dezavantajul că eficiența instrumentului este direct legată de efortul fizic.
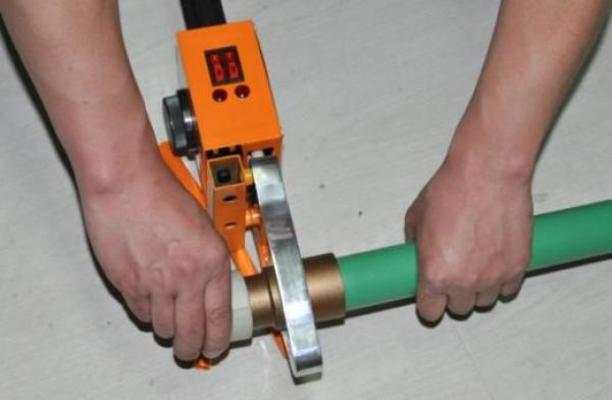
Tăietorul de țeavă, dimpotrivă, se concentrează mai mult pe lucrul cu diametre mari. În exterior, arată ca o clemă. Lama de tăiere este situată la capătul clemei.
Chiar mai ușor de imaginat acest instrument, dacă ne reamintim mașina manuală pentru cutii de rulare. Elementul de fixare este instalat pe conductă și strâns cu un șurub. Este important să nu trageți, astfel încât produsul să nu crăpească. După aceea, trebuie să luați mânerul lamei și să îl rotiți în sensul acelor de ceasornic. Rezultatul este o tăietură circulară cu o margine netedă.
Avantajul instrumentului este în utilizare convenabilă și rezultate de înaltă calitate. În mărime și greutate, este mai mare decât foarfecele.Prin principiul acțiunii se asociază și efortul fizic.


Tăietor de țeavă electric (sau baterii) alimentat de un motor electric. Ea rezolvă repede și fără efort sarcina. Cu toate acestea, diametrul produsului este de asemenea limitat, la fel ca și foarfecele manuale.
Ghidajele pentru tăietoare de țevi se referă la unelte de mână. Designul său este fundamental diferit de foarfece și tăietoare de țevi, iar posibilitățile sunt ceva mai mari. Pot tăia țevi cu un diametru de 5-35 cm. În același timp, nu este necesar să strângeți țevile cu cleme. Tăierea este netedă fără riscul de fisurare plastică.
Nu se recomandă utilizarea ferăstrăului circular și benzii. Acestea sunt periculoase pentru integritatea conductei din interior și a oamenilor.
Al treilea grup de instrumente este util pentru striparea țevilor.
Acestea includ doar două instrumente, dar ele sunt foarte importante:
- plate; skimmere
- calibrator.



Scopul fazerului este de a îndepărta marginea și stratul superior de plastic în jurul tubului tăiat. Acest lucru îmbunătățește calitatea lipirii.
Elementele de fixare variază în funcție de diametru. Ele sunt, de asemenea, mecanice și automate. Instrumentul nu este universal, deci este important să nu pierdeți caracteristicile.
Calibratorul este necesar pentru procesarea țevilor armate. Utilizați-l pentru a îndepărta stratul de aluminiu sau folia. El este, de asemenea, capabil să elimine bruște și nereguli în tăiat. Unii calibratori pot efectua funcțiile unui fazer.
O funcție utilă a calibratorului este de a returna o formă perfect rotundă la întrerupere, dacă conducta este ușor încrețită în timpul procesului de tăiere.
Principalul dezavantaj al acestor instrumente este că pentru fiecare diametru aveți nevoie de calibrator și fascosimitel propriu.


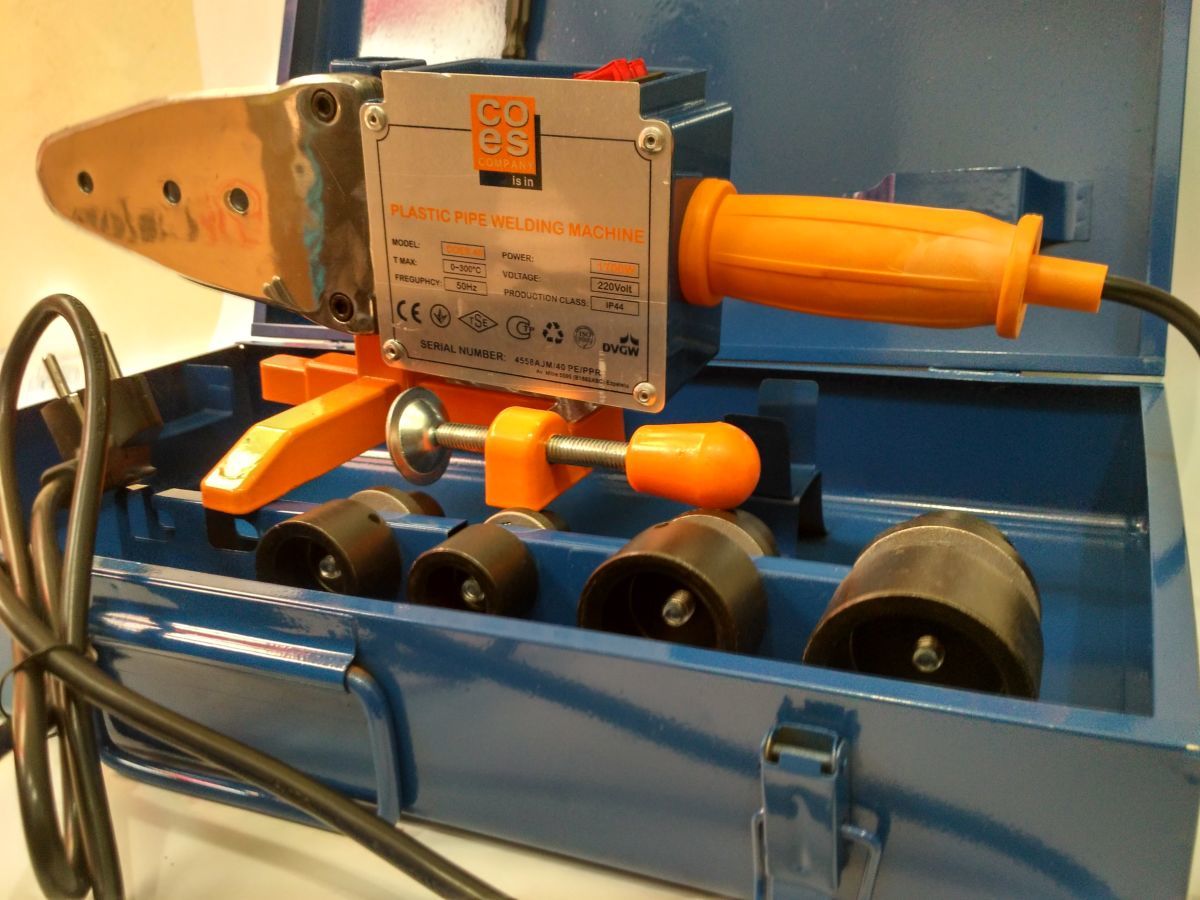
Al patrulea grup de dispozitive necesare pentru lipire. Țevi de sudură sau de lipit realizate cu fier de lipit cu duze interschimbabile. Lucrul cu această unitate necesită precauții și măsuri de siguranță.
Deoarece fierul de lipit se încălzește până la o temperatură ridicată, există riscul de arsuri atunci când lucrați cu el. În lista de cumpărături pentru lipire în primul rând ar trebui să fie o mănuși bine strânse, de preferință cu un strat rezistent la căldură.
Inelul de lipit inclus trebuie să fie duze înlocuibile pentru țevi de diferite diametre. Este posibil să schimbați o duză cu ajutorul unui hexagon cheie.
Un comutator pentru reglarea temperaturii este amplasat pe partea sau partea superioară a carcasei. Un manual de instrucțiuni cu o descriere detaliată a sculei și toate manipulările care pot fi făcute cu aceasta se atașează la orice fier de lipit.

instrucție
În general, pentru o sudură profesională de țevi arată simplu: încălzit, conectat, fixat. Cuvântul cheie aici este pentru profesionist. Pentru profesioniștii începători și pur și simplu gazdele familiare, procedura constă în mai mulți pași. Și este mai greu să le îndeplinești.
Există două moduri de sudare - de la capăt la capăt și de la priză.
Când cele două părți ale țevii sunt cap la cap, nu se utilizează părți suplimentare. Țeava cu diametru mai mic este introdusă în produsul cu diametru mai mare. Acesta este cel mai simplu, dar nu cel mai eficient mod. Astfel, este dificil să se conecteze rularea țevilor, dacă nu merge doar pe o linie dreaptă.
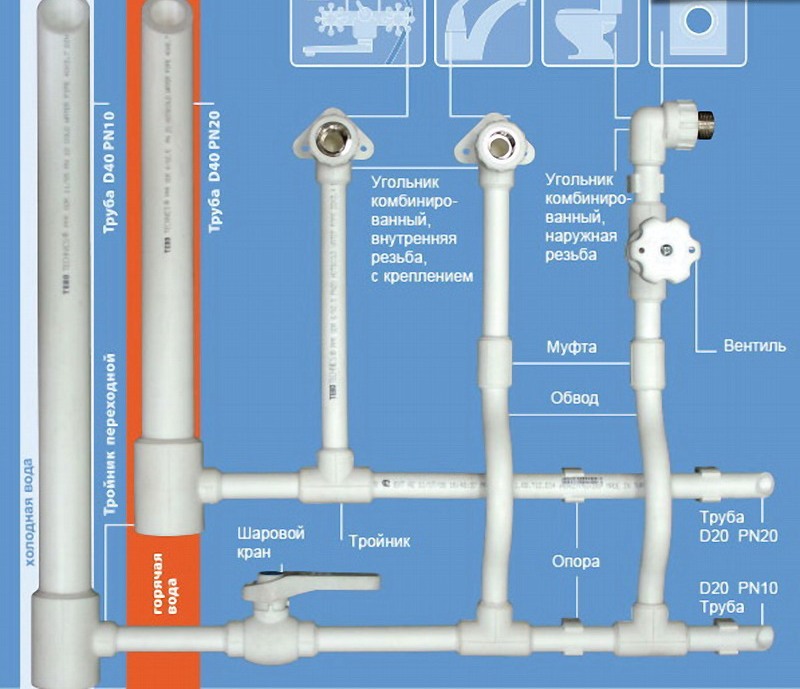
Metoda soclului este mult mai sigură. Aceasta implică conectarea pieselor utilizând accesorii din diverse configurații. Cu ajutorul fitingurilor, puteți schimba cu ușurință direcția conductei, a face branșamente și sisteme complexe de alimentare cu apă.

În ambele cazuri, sudarea sau lipirea este de andocare a două părți încălzite. Datorită faptului că piesele de la ambele capete sunt moi și flexibile pentru deformare, are loc difuzia (penetrarea reciprocă a materialelor). Se formează o conexiune solidă. Conform caracteristicilor sale, conducta de la joncțiune nu diferă de caracteristicile produsului propilenic din fabrică.
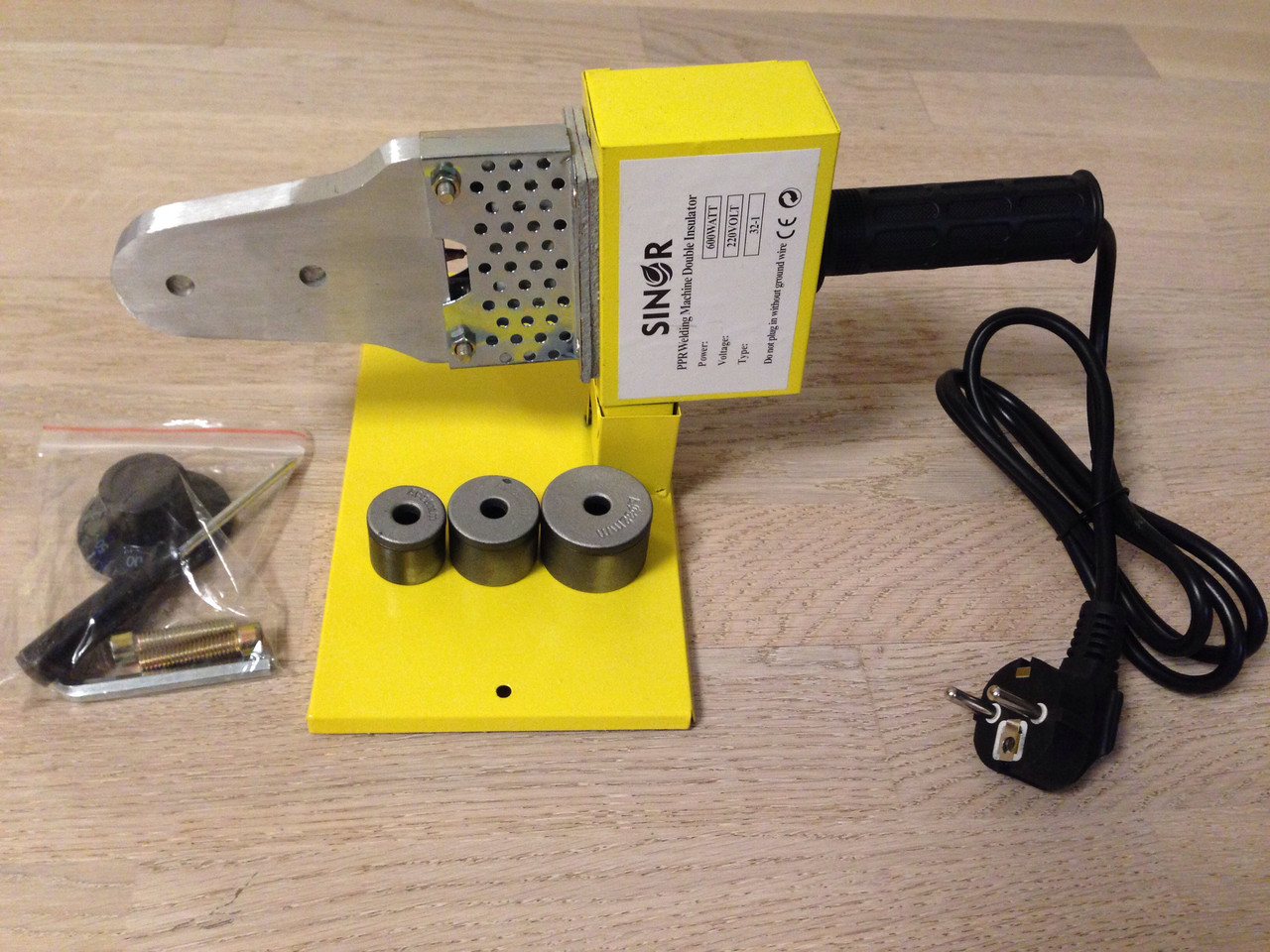
Există multe modele de fier de lipit pentru țevi PP, dar structura lor este aceeași:
- Locuințe.Are o parte inferioară stabilă, stand și mâner.
- Element de încălzire Temperatura maximă de încălzire este de 260 de grade. Sus are o acoperire protectoare.
- Regulator de temperatură. Poate fi mecanică sau electronică. Există indicatori lumini.


- Un set de duze de diferite diametre. O parte din duze este destinată țevilor, pieselor pentru fitinguri. Duzele au o acoperire cu teflon. Oferă o încălzire uniformă a pieselor din polipropilenă și o curățare ușoară.
Tipurile de fiare de lipit diferă în forma elementului de încălzire sau a vârfului. Două tipuri sunt populare: "fier" și "tija".
Rodul de lipit a apărut mai devreme. Stingerea lui este un cilindru de câțiva centimetri în diametru. Pe cilindru este fixată duza. Pe de o parte, este adaptat pentru încălzirea conductei, pe de altă parte - pentru montare.


Fitingul este încălzit din interior. Este purtat pe partea superioară a duzelor. Țeava, la rândul său, se încălzește afară. Se introduce în gaura duzei.
În procesul de lucru de la efectul de temperatură, atașarea duzelor pe tija poate deveni "liberă". Ei trebuie să se răsucească, astfel încât fierul de lipit este mai puțin convenabil decât sub formă de fier.
Furcul de fier reprezintă o placă verticală cu trei deschideri pentru instalarea duzele. Grosimea plăcii variază în câțiva centimetri. "Nasul" ei este îndreptat și, în ansamblu, placa seamănă cu o talpă de fier situată vertical. Prin urmare, numele acestui tip de intepatura.

Pe de o parte, duzele pentru conducte sunt fixe, pe de altă parte - pentru fitinguri. În procesul de lipire, acestea nu devin libere, ceea ce este mult mai convenabil decât tijă.
De asemenea, lățimea de la marginea duzei stângi la marginea duzei drepte este mai mică decât pe o tijă de fier de lipit, deci este mai convenabil pentru a lucra în locuri greu accesibile.
Un rol important îl joacă numărul de duze cu diametre diferite și calitatea stratului de acoperire. Cu cât gama este mai mare, cu atât mai multe tipuri de țevi pot fi utilizate în lucrările de instalații sanitare.
În seturi standard de 3 sau 4 duze. Pentru uz casnic, este suficient un fier de lipit. Dar pentru utilizarea profesională în lucrările de instalații sanitare trebuie să achiziționați câteva soiuri.

Chiar și atunci când alegeți un fier de lipit trebuie să țineți cont de scula electrică. Să o alegi în conformitate cu principiul "cu atât mai puternic, cu atât mai eficient" este greșit.Un astfel de instrument va pierde doar energia și nu va îmbunătăți rezultatul muncii.
Pentru a selecta un fier de lipit pentru nevoi specifice, există o regulă simplă. Diametrul țevii (în milimetri) trebuie înmulțit cu 10 wați. Numărul rezultat este puterea necesară. Atunci când lucrați cu produse de diferite diametre și polipropilenă, trebuie să vă concentrați pe cele mai mari.
Tehnologia de topire a țevilor PP nu este dificilă. Dar există o prindere în a lucra cu ei: este imposibil de a determina calitatea de lipit imediat. Toate depășirile și legăturile neetanșe pot fi identificate numai în timpul funcționării conductei. Prin urmare, este important să se studieze nuanțele de lucru în avans și să se corecteze în mod adecvat sistemul de conducte.


Instrucțiuni detaliate pentru începători:
- Ștergeți vârfurile fierului de lipit cu o cârpă curată și uscată.
- Montați fierul de lipit pe un suport special.
- Instalați pe duș două duze cu diametrul dorit. Duzele nu au un rând, dar unul împotriva celuilalt. Țeava cântărește mai mult decât fitingul, astfel încât duza pentru aceasta este instalată din partea mâinii de lucru. Pentru drepți - în partea dreaptă, pentru stângaci - în stânga.
- Conectați fierul de lipit la o rețea de 220 volți. La conectare, este important să vă asigurați că elementele de încălzire nu ating cablul de fier de lipit.
- Reglați aparatul de sudură la o temperatură maximă de 260 de grade.


- Purtați mănuși rezistente la căldură. Toți producătorii de mașini de lipit pentru țevi PP indică faptul că, pentru a se conforma siguranței, este interzisă atingerea părților fierbinți ale fierului de lipit la părțile neprotejate ale corpului. De asemenea, fierul de lipit nu ar trebui să aibă acces la copii și animale.
- Încălziți componentele din plastic. În acest proces este important să se monitorizeze siguranța unghiului articulației.
- Scoateți componentele fierbinți de propilenă unul câte unul, conectați-vă unul la celălalt.
- Pentru răcirea aparatului de lipit într-un mod natural. Nu îl răciți cu apă sau aer rece. Din astfel de manipulări, produsul nu va reuși înainte de perioada de garanție.


Producătorii nu indică timpul de încălzire universal pentru diferite tipuri de țevi. Pentru produsele cu pereți subțiri cu conducte de diametru mic și cu pereți groși, temperatura și timpul pot varia.
Instalatorii profesioniști determină gradul de încălzire prin experiență și pe baza intuiției. Începătorii sunt ajutați de masa pe care fiecare constructor le pune în instrucțiuni. Se ia în considerare timpul cu conducta, în funcție de diametrul său și de lungimea cusăturii de legătură.
Tabelele de la diferiți producători pot varia.
Timpul exact este determinat de puterea fierului de lipit și a modelului acestuia.


montare
Lipirea sau sudarea țevilor PP este o parte integrantă a procesului de instalare. Nu puteți lipi mai întâi întregul sistem de alimentare cu apă într-una și apoi instalați-l liber în spațiul furnizat. Unele zone vor mai trebui să fie lipite în greutate. Prin urmare, lipirea și instalarea sunt paralele.
Lucrarea se desfășoară în etape.


Prima etapă este organizațională.
Organizarea cuprinde două evenimente importante: alegerea materialelor și crearea unui desen.
Conductele din polipropilenă trebuie să respecte caracteristicile tehnice ale sistemului în care vor funcționa. Dacă acesta este un sistem de apă rece, puteți opri conductele PN16. Pentru nevoia fierbinte cel puțin PN20. În plus față de conductele în sine, veți avea nevoie de racorduri și suporturi (bucle).

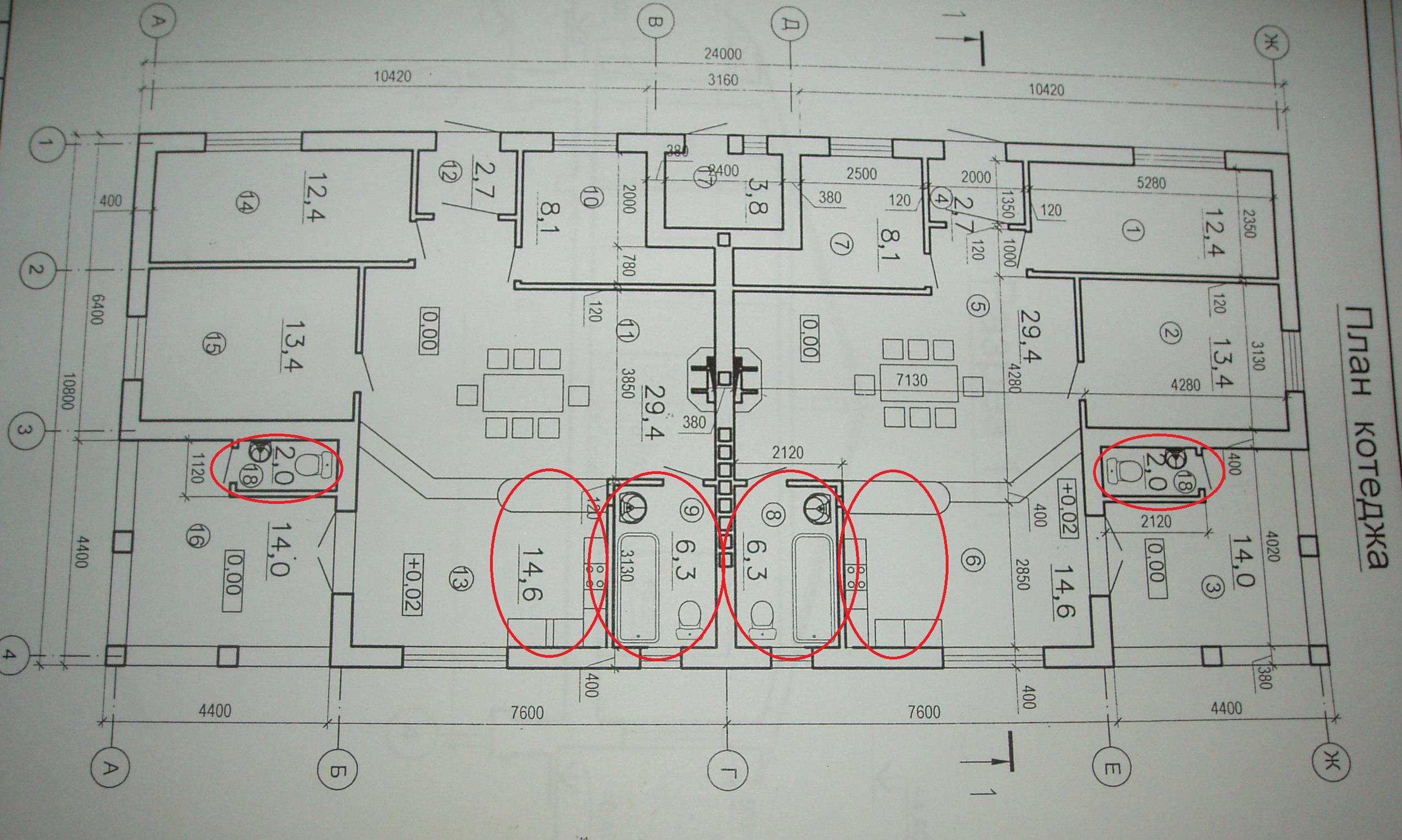
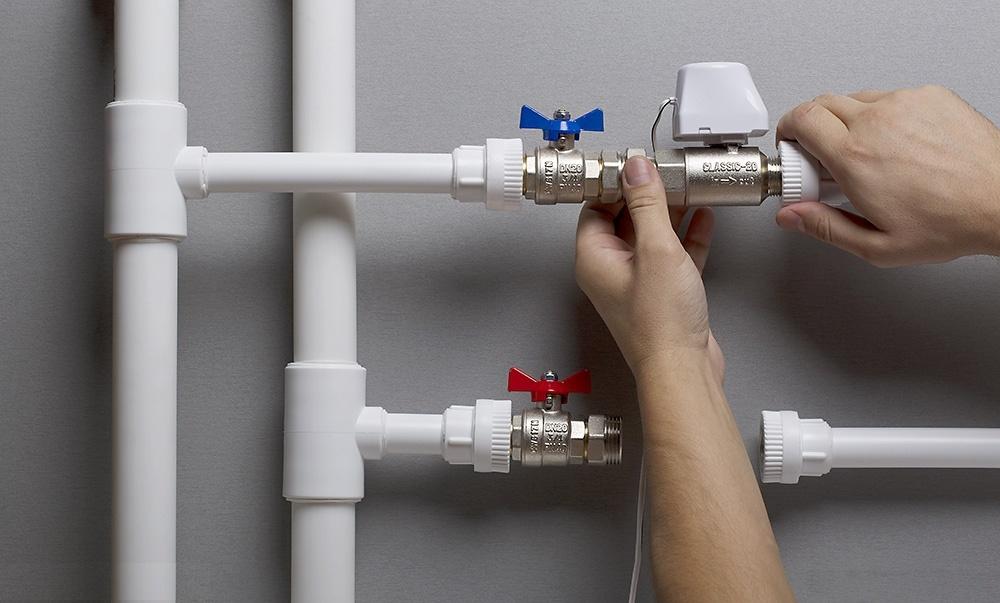
Un desen este un circuit pentru montarea unei conducte. Ar trebui să reflecte toate elementele, începând cu sursa de alimentare cu apă și încheind cu obiectele de consum de apă. În cadrul schemei este important să se indice toate părțile sistemului care vor fi așezate în sol și în cameră, la ce adâncime vor fi și la ce înălțime să ridice apa.Trebuie fixate elemente de fixare pentru fiecare 40-50 cm. De asemenea, rețineți locația adaptoarelor, ramificațiilor, cuplajelor, robinetelor, radiatoarelor.
Instalatiile sunt montate in doua moduri: deschise si inchise. Deschideți mai ușor acest lucru pentru tine. Un novice se poate descurca. Închis mai laborios și mai complex. Este mai bine să încredințezi experți.
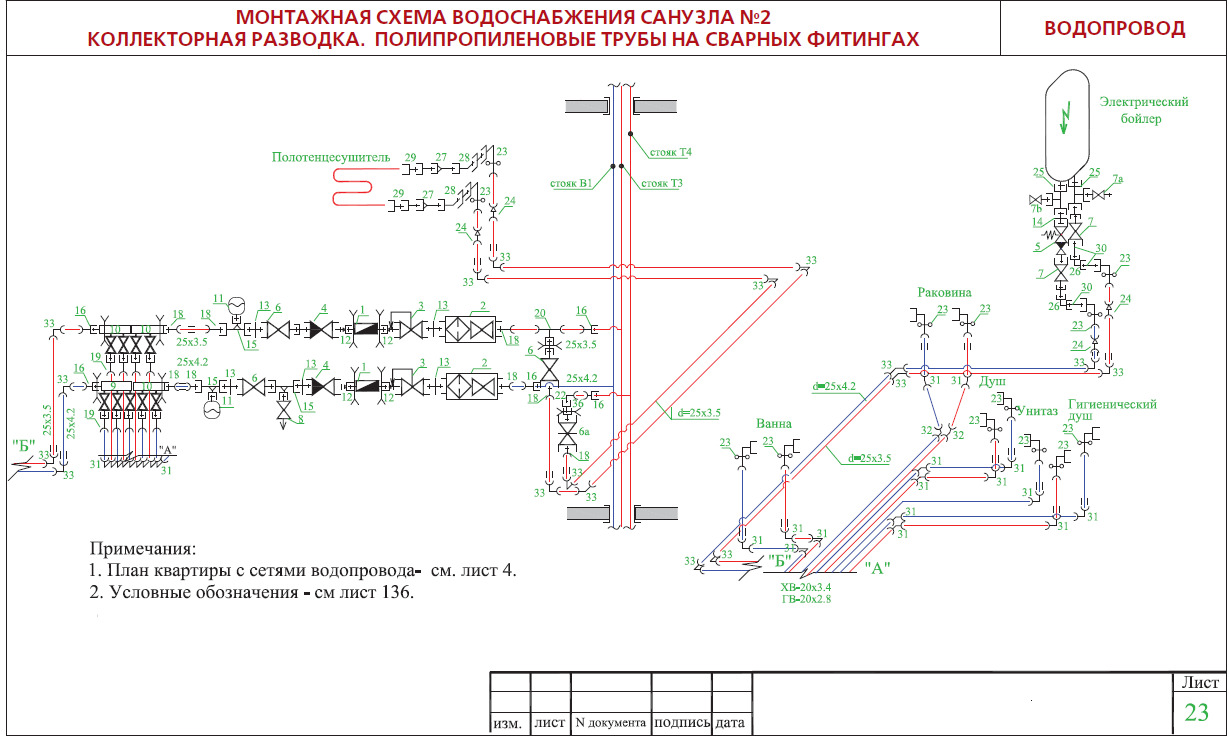
Pe lângă faptul că desenul oferă o reprezentare vizuală a locației țevilor, acesta ajută la calcularea cantității de materiale.
Polipropilena este practic material fără deșeuri. Dar nimeni nu este asigurat împotriva greșelilor atunci când mai întâi lucrează cu el, deci trebuie să cumpărați materiale cu o mică marjă. 5-10% va fi de ajuns.
Dintre conductele și fitingurile rămase, puteți face mereu lucruri utile casei, deci nu este o risipă de bani.


A doua etapă - pregătitoare
Pentru a face instalarea rapidă și ușoară, este necesar să pregătiți secțiuni pe stradă și în încăperea prin care va fi pusă conducta.
Dacă unele dintre țevi trebuie instalate în pământ, atunci o șanț este săpată sub ele. Ca să nu se înghețe în timpul iernii, trebuie să faceți o creștere cu mult sub nivelul de îngheț. Ca o protecție suplimentară se recomandă utilizarea izolației.Se întorc în jurul conductei PP înainte de a se scufunda în pământ.
Cea mai bună opțiune pentru izolație este vata minerală sau materiale pe bază de folie.


În interiorul casei trebuie să instalați elemente de fixare de-a lungul conductei. Poziția lor față de linia orizontală și reciproc este determinată de nivelul de construcție. Cel mai potrivit pentru acest dispozitiv laser. Trebuie, de asemenea, să introduceți găuri în pereții prin care va trece conducta.
În procesul de pregătire este ușor de identificat zone greu accesibile pentru instalare. Este important să vă gândiți în prealabil cum să instalați cele mai bune țevi pe aceste secțiuni - să utilizați piese gata făcute sudate pe masă sau să le faceți în greutate.
Temperatura fierului de lipit este ridicată pentru a deteriora orice obiect din imediata vecinătate. Înainte de instalare, trebuie să ștergeți calea pe care trebuie să o mutați în timpul instalării, pentru a nu rula obstacole.


A treia etapă - analiza secțiunilor conductelor prin complexitate
În acest stadiu, trebuie să lucrați la schemă pentru a ocoli întreaga cale de instalare și să notați care elemente ale conductei pot fi montate pe desktop și care pot fi sudate numai în funcție de greutate.
Secțiunile care rezultă trebuie să fie notate pe diagramă. Unele dintre ele pot fi prea scurte, astfel încât acestea pot fi combinate. Unele, dimpotrivă, pot fi prea lungi. Ele trebuie să fie echipate cu o fixare suplimentară pe perete sau împărțite în mai multe părți, astfel încât țeava să nu se îndoaie sau să se întindă.
Etapa a patra - taierea țevilor
Produsele cu pereți subțiri sunt bine tăiate cu foarfece pentru materiale PP și tăietoare de țevi. În cazuri rare, se potrivește cu jigsaw.
Pentru țevile cu pereți groși, cu armătură de aluminiu și folie, înainte de tăiere este necesară curățarea. Este manipulat de un multifuncțional sau o mașină de ras.
Dacă nu existau unelte speciale și tăierea era neuniformă, trebuie să fie șlefuită. Este mai eficient să folosiți două tipuri de șmirghel - mai întâi cu un granulat mai mare, apoi cu granulație fină.


La tăierea țevilor este important să se considere că 15-30 mm lungime va merge la cusătura de legătură. Acestea trebuie să fie adăugate la lungimea conductei, care este aplicată la schema de conducte. Dacă fitingurile sunt situate la ambele capete ale țevii, atunci trebuie adăugate de câte 15-30 mm de două ori.
Excesul poate fi întotdeauna tăiat, dar pentru a crește lipsa câtorva centimetri nu va funcționa.Pentru a nu fi confundat, nu trebuie să tăiați toate elementele conductei dintr-o dată, inclusiv secțiunile dificile.
Secțiunile conductelor care vor fi încălzite de un fier de lipit trebuie marcate cu un marcator.
Capătul țevii trebuie să intre în duza până la marcaj.


Cea de-a cincea etapă - sudarea (lipire) a pieselor de pe desktop
După cum sa menționat mai sus, în practică vârful țevilor constă în mai mulți pași decât încălzirea și îmbinarea.
Pentru a face cusătura fiabilă și sistemul a funcționat corect, trebuie să procedați la pas cu pas:
- Degresați duza mașinii de lipit, suprafața interioară a fitingurilor și capetele țevilor PP. Alcoolul poate șterge marcajul marcat cu un marcator. Dacă este necesar, poate fi actualizat prin specificarea măsurătorilor pe linie.
- Montați fierul de lipit pe suport. Trebuie să fie rezistent la căldură, iar suprafața de lucru să fie plată și stabilă.
- Purtați mănuși rezistente la căldură.
- Asigurați atașamente de dimensiuni adecvate.
- Conectați instrumentul la rețea, reglați temperatura la 260 de grade.


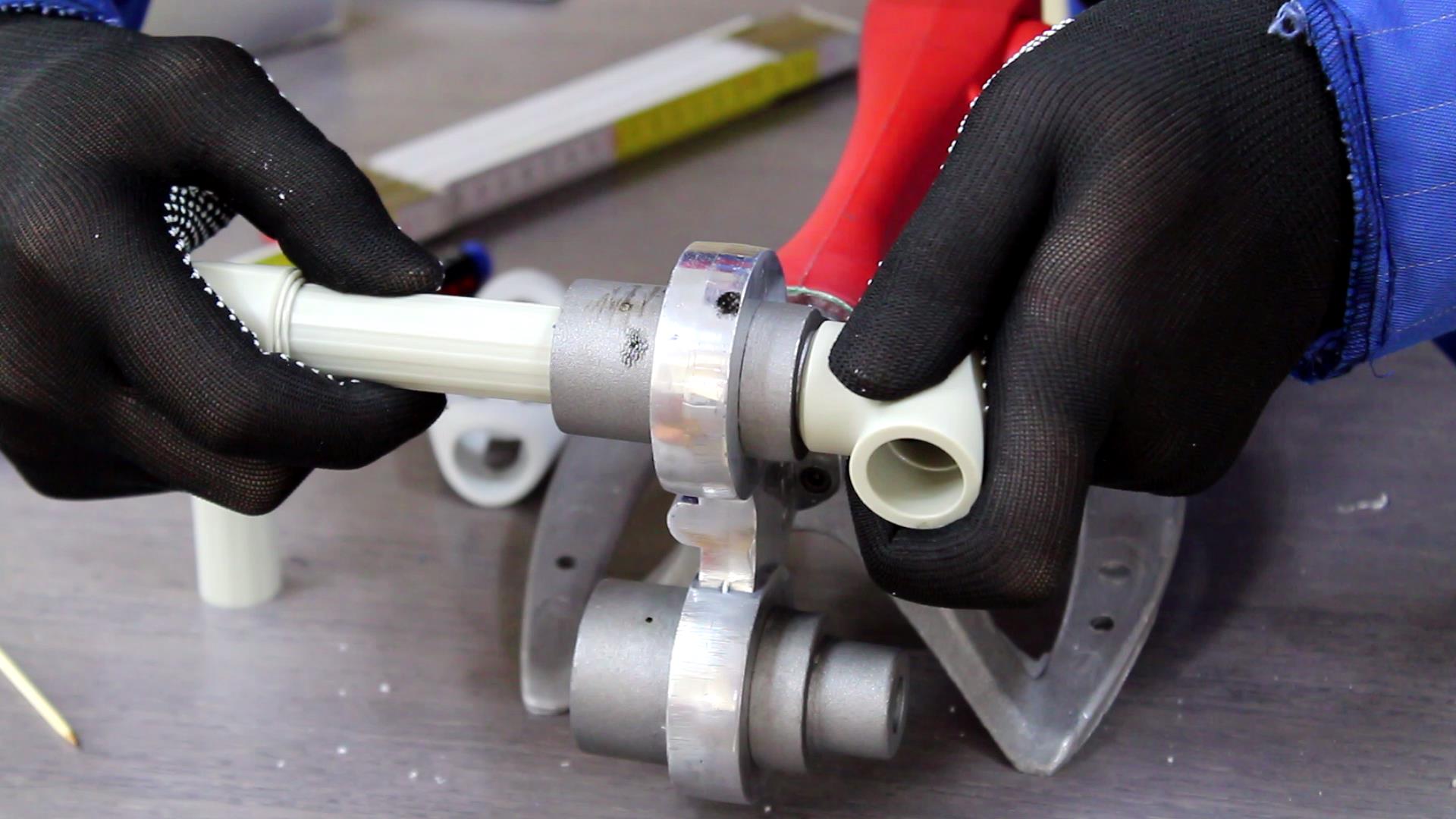
- Fitingul este pus pe duza și tubul este introdus în el. Aceasta încălzește partea interioară a elementului de conectare și partea exterioară a țevii.Este important să se respecte recomandările privind timpul de încălzire (în secunde) dat de producător. Cu cât diametrul țevii este mai mare și cu atât este mai gros peretele, cu atât mai mult timp. De obicei, după 6-8 secunde este deja posibilă lipirea (conectați piesele împreună).
- Conectați părțile încălzite. Introduceți țeavă în fiting, mențineți-o timp de câteva secunde pentru a porni procesul de difuzie și apoi lăsați-o la o parte până când se răcește.
- Verificați conexiunea. Acest lucru se poate face nu mai devreme de 2 ore după sudare. Puteți testa mecanic o piesă prin mutarea pieselor cu mâinile sau prin scurgerea apei prin ele. Dacă conducta nu curge și apa trece bine, conexiunea reușește.
- Lipiți toate piesele care pot fi conectate pe masă.


Etapa a șasea - punerea conductei
În esență, aceasta este instalarea tuturor elementelor în locurile care le sunt atribuite. Pentru a conecta unele dintre ele, în procesul va trebui să sudura piese de greutate. Acest lucru se face la fel ca și pe suprafața de lucru.


A șaptea etapă - verificarea sistemului
La câteva ore după sudare, piesele se apucă și se răcesc. Eficiența și fiabilitatea sistemului sunt verificate prin scurgerea apei prin țevi.
Greseli tipice
Învățătorii din domeniul sanitar și maestrul auto-predat, care doresc să salveze serviciile unor instalatori profesioniști, fac adesea aceleași greșeli. La prima vedere, acestea sunt mici, dar ele conduc la faptul că sistemul repede eșuează.


Ceea ce nu trebuie să faceți atunci când instalați conductele PP cu propriile mâini:
- Peste râs. Sudarea țevilor PP necesită o anumită eficiență. Dar acest lucru se aplică numai la viteza de conectare a pieselor, în timp ce acestea sunt încă fierbinți. Restul de graba are consecințe negative. Cel mai adesea, vrăjitorii începători pur și simplu nu permit ca fierul de lipit să se încălzească la temperatura dorită. Ca urmare, "aderența" părților este rău.
Instalatorii încet au o altă problemă - încălzesc piesele la temperatura potrivită și apoi ajustează mult timp înainte de a introduce țevile în fiting. În aceste câteva secunde, temperatura produselor scade, iar prin aceasta și calitatea difuziei scade.


- Bazați-vă pe citirile de temperatură ale termometrului încorporat în fierul de lipit. Dacă echipamentul este vechi sau este fabricat de un producător incorect, este posibil ca 260-270 de grade pe afișaj să apară din cauza unei defecțiuni. Temperatura reală a duzele este adesea sub acest parametru.Pentru asigurare, trebuie verificat cu un termometru de contact. Este un astfel de dispozitiv este ieftin, iar în gospodărie este util nu numai pentru a lucra cu un fier de lipit.
- Produse de propilenă supraîncălzite. Se pare că începătorii au nevoie de mai mult timp să se încălzească, cu atât va fi mai bine legătura. De fapt, nu este. Dacă topiți prea mult plasticul, atunci există un influx în conductă. Aceasta va împiedica scurgerea liberă a fluidului prin conductă sau va bloca complet secțiunea țevii.


- Sudarea țevilor în exterior pe vreme rece. La temperaturi scăzute, piesele se răcesc prea repede, la fel ca și îmbinarea. Nu au timp să apuce ferm.
- Nu curățați țevile și duzele de praf și grăsime. De asemenea, afectează negativ calitatea conexiunii.
- Nu confruntați conductele cu armături din aluminiu. Temperatura și timpul de topire a aluminiului și propilenei sunt diferite. Deși aluminiu este un material anticoroziv, țevile se pot scurge din acesta.


- Instalați toate elementele conductei de pe podea (masă, masă) imediat. Un astfel de constructor nu mai poate fi instalat conform schemei.
- Utilizați țevi cu pereți subțiri pentru conducte fierbinți.Ei nu vor suporta temperaturi ridicate, se vor întinde și în cele din urmă vor exploda.
- Tăiați țeavă cu un ferăstrău sau cu ferăstrău, fără a le decupa ulterior cu o cârpă de șmirghel.
- Încercați să accelerați procesul de răcire a țevii cu apă rece sau aer.


Sfaturi
Nu este suficient să nu faci greșeli, este de asemenea necesar să țineți cont de trucurile de sudură dezvoltate de instalatori profesioniști de-a lungul anilor. În mod convențional, ele pot fi împărțite în "hacking-ul vieții" cu privire la alegerea materialelor și a instrumentelor și sfaturi utile pentru muncă.
Cum de a alege o țeavă:
- Asigurați-o regulă că țevile cu pereți subțiri pot fi utilizate numai pentru apă rece și produse decorative. Pentru a lucra cu apă caldă, merită să alegeți numai pereții cu pereți groși. Pentru ventilație, aveți nevoie de țevi etichetate PHP.
- Produsele cu fibră de sticlă ca strat de armare sunt universale. Ele sunt potrivite pentru începători care învață să folosească un fier de lipit și servesc până la 50 de ani. Nu trebuie să vă duceți la povestile consultanților despre cea mai bună calitate a țevilor cu aluminiu.


- Apariția țevilor poate spune, de asemenea, foarte mult. În cazul în care produsul are o culoare uniformă, o tăiere chiar rotundă și pereți netedi în interior și în exterior - este de înaltă calitate.În cazul în care culoarea este colorată, tăierea nu este rotundă, iar pereții sunt aspre - produsul nu va reuși în timpul funcționării.
- Țeava trebuie să miroasă. Numai țevile din materii prime de calitate inferioară au mirosul caracteristic al ascuțitului din plastic. Produsul de propilenă de înaltă calitate aproape că nu miroase.
- Țeava trebuie să pătrundă bine în fiting și numai în stare fierbinte. Dacă există un decalaj între pereți de cel puțin un milimetru - aceasta este o căsătorie.
- Toate componentele trebuie achiziționate de la un producător.

Trucurile de sudare și instalare sunt mult mai multe. Ei vin cu experiență și fiecare stăpân are propriile trucuri. Dar există câteva sfaturi universale.
Astfel, fiecare maestru știe că duzele aparatului de lipit sunt tratate cu o soluție specială în producție. Protejează instrumentul împotriva influențelor negative ale mediului înainte de utilizare. Stratul de protecție se evaporă când porniți fierul de lipit pentru prima oară cu duze. Cu evaporare, există un miros caracteristic și funingine ușoară. Prin urmare, pentru prima oară trebuie să rulați dispozitivul pe stradă și lăsați-l să se încălzească până la evaporare completă. Numai apoi procedați la lipire.
Al doilea secret se referă la prelucrarea țevilor și a agentului de degresare a fierului de lipit. Este mai bine să alegeți alcool pur.Se evaporă rapid și nu lasă miros în interiorul conductelor, spre deosebire de acetonă și solvent.


Dacă temperatura ambiantă este aproape de zero, încetiniți răcirea articulației. Pentru a face acest lucru, folosiți un șervețel din țesătură caldă.
Ștergeți piesele cu o cârpă care nu lasă un pui de somn. În interiorul duzei fierului de lipit, acesta va străluci.
Pentru conductele cu dublu contur (apă caldă și rece), este preferabil să se aranjeze conturul cald deasupra celei reci. Acest lucru nu va cauza condensarea pe țevi. Conectarea pieselor în locurile de tranziție de la orizontală la verticală poate fi doar la un unghi de 90 de grade.
Dacă urmați aceste recomandări, instalarea va avea succes, iar comunicațiile din conductele de polipropilenă vor dura câteva decenii.


Pentru cum să lipiți țevi din polipropilenă, consultați următorul videoclip.



















