Îndoirea profilului: metode eficiente și sigure

Îndoirea conductelor se face în construcții, utilități, energie, petrol și gaze, apă și multe alte domenii cu instalarea sistemelor de conducte, fabricarea de structuri de construcție, produse pentru diferite nevoi ale populației și gospodăriile urbane. În general, este imposibil să numărați totul, dar este bine să știți cum să îndoiți conductele. Alte metode pot fi utile în gospodărie.

Tipuri de produse
Produsele de laminare a țevilor profilate sunt reprezentate de o serie de țevi metalice cu diferite configurații în secțiune transversală.Ele pot fi foarte diferite, dar diferite de forma rotundă, adică forma ne-standard: ovoidă și ovală plat, dreptunghiulară, adesea având o configurație pătrată cu colțuri rotunjite și chiar mai multe laturi. Rotundul este utilizat strict - în principal pentru construcția rețelelor de alimentare cu apă și de canalizare.





Profilele de forme pătrate și dreptunghiulare sunt mai solicitate pe piață. Datorită faptului că este mai ușor de fixat orice material pe un perete plat, acestea sunt utilizate în mod obișnuit în construcția de instalații industriale și casnice. Un astfel de element a sporit rezistența și este o rigidizare în clădire. Profilul se descurcă bine cu sarcinile momentului (formele de încovoiere), motiv pentru care ele sunt o alegere bună pentru utilizarea în construcția cadrului metalic al clădirilor de diferite scopuri.




Produsele sunt produse într-o gamă largă de dimensiuni, în funcție de tipul de metal: de exemplu, cuprul poate fi găsit într-o serie de profile cu pereți groși de o zonă de secțiune mare, spre deosebire de aluminiu. Mobilierul este fabricat din produse din oțel inoxidabil cu pereți subțiri.Materialul de fabricație devine adesea oțel înalt sau slab aliat. Tuburile de tip pătrat diferă una de alta în cadrul metodei de producție: ele sunt sudate electric, laminate la rece și laminate la cald, fără sudură. O caracteristică specială a sudării este prezența unui mediu de gaz inert, dar există și un alt mod - sudarea prin inducție.



Caracteristici speciale
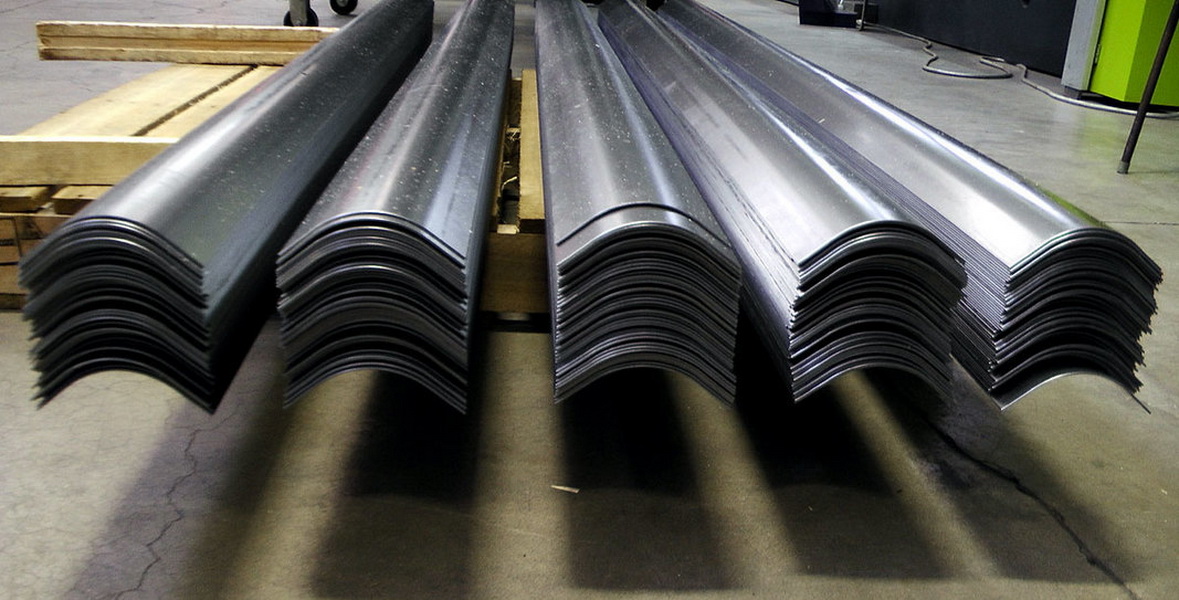
Produsele dintr-o conductă de profil nu au o greutate mare, astfel încât este posibil să se creeze cu ușurință și într-o perioadă scurtă de timp structuri arcuite non-grele. Este indispensabilă pentru construirea de sere și sere cu costuri reduse.




Construcția cu ajutorul cadrelor metalice este importantă nu numai pentru rezidenții de vară și grădinari. Adesea, nevoia de a folosi astfel de materiale de construcție apare în locuitorii din mediul urban, dacă doresc să aranjeze un teritoriu privat adiacent casei. De exemplu, instalați rapid și ieftin un foișor, o terasă acoperită sau un balustradă din policarbonat - acest lucru este destul de comun în orașele moderne.




Profilprokat, de asemenea, utilizat în construcția de scări și balustrade. Se întâmplă adesea ca configurația standard să nu fie potrivită pentru un anumit tip de design,aici este nevoie de îndoire cu utilizarea de echipamente speciale sau unele trucuri. Despre puțin mai târziu.




Țevile fabricate în producție au anumiți parametri geometrici specifici, care ulterior au un impact asupra caracteristicilor de plastic. Grosimea peretelui și suprafața transversală afectează un astfel de parametru ca raza minimă de îndoire. Indică valoarea de rotunjire, la care nu se va produce defecțiuni mecanice.
Deformarea produselor din oțel nu este la fel de simplă pe cât pare la prima vedere. Este nevoie de un anumit set de cunoștințe, de capacitatea de a alege tehnologia și echipamentul potrivit. Numai dând aspectul necesar nu este esența muncii noastre, în timp ce o realizăm, este necesar să păstrăm parametrii importanți - grosimea peretelui, să menținem dimensiunile liniare și să nu distrugem capacitățile operaționale. Următoarele sarcini acționează asupra piesei de prelucrat ca rezultat al aplicării forței: pe secțiunea interioară - forța de compresie, pe forța exterioară (exterioară) - tracțiune. Percepând acțiunea lor, elementul este deformat, primind o încovoiere totală sau parțială.
Dar datorită particularităților detaliilor, trebuie să ne confruntăm cu unele probleme.
- Pierderea alinierii din cauza modificării formei. Aceasta înseamnă că segmentele tubulare pot fi în diferite planuri, ceea ce este inacceptabil. Experții motivul pentru acest fenomen emit alegerea greșită a metodei de îndoire.
- Ruperea peretelui exterior. În procesul de întindere a exploziilor metalice, în cazul în care sarcina depășește cantitatea pe care o poate rezista.
- Ca urmare a contracției inegale a peretelui interior, pe aceasta se formează falduri asemănătoare unei onduleri.

Întoarceți-vă la forma anterioară de aliaje joase și aliaje de carbon care au un coeficient ridicat de elasticitate. După îndoire, multe elemente par a fi "elastice", iar produsul după un astfel de fenomen trebuie să fie readus la dimensiunile dorite, ceea ce poate complica munca. Pentru a elimina problemele nedorite și munca suplimentară, este necesar să se determine valoarea momentului plastic de rezistență al materialului și luând în considerare acest parametru, efectuați procedura de îndoire. Trebuie remarcat faptul că cu cât unghiul este mai mic, cu atât este mai mică consecința elastică.

instrumente
Profile de profil portabile
Este foarte convenabil să vă îndreptați imediat la locul de instalare. Pentru a realiza acest obiectiv, este mai rațional să folosiți un bender pentru țevi portabile.

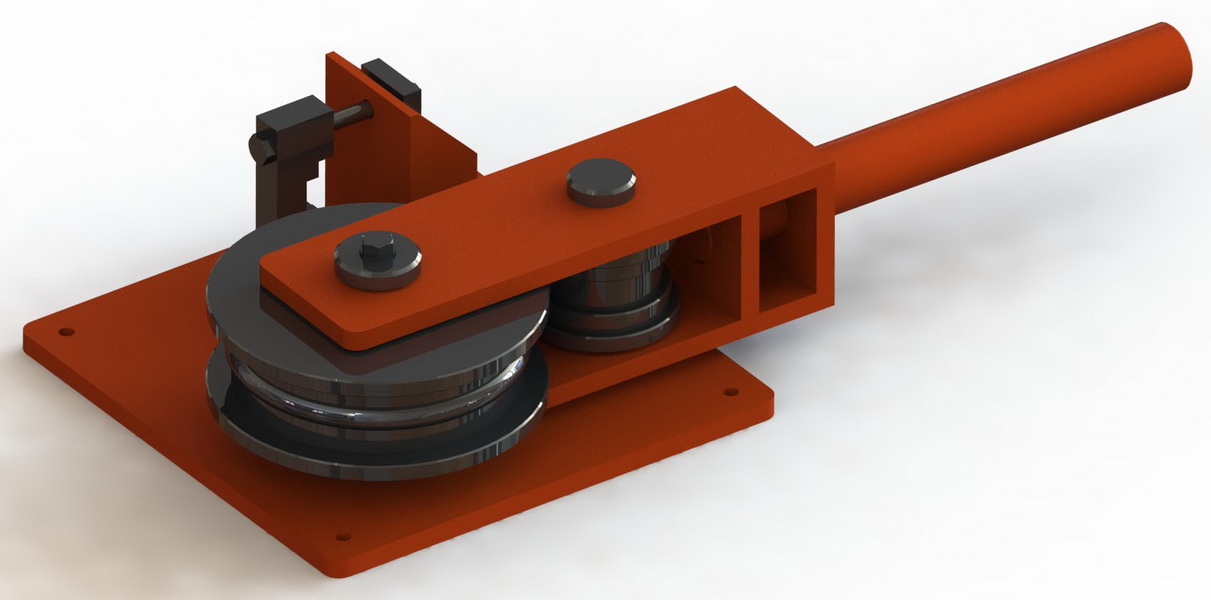
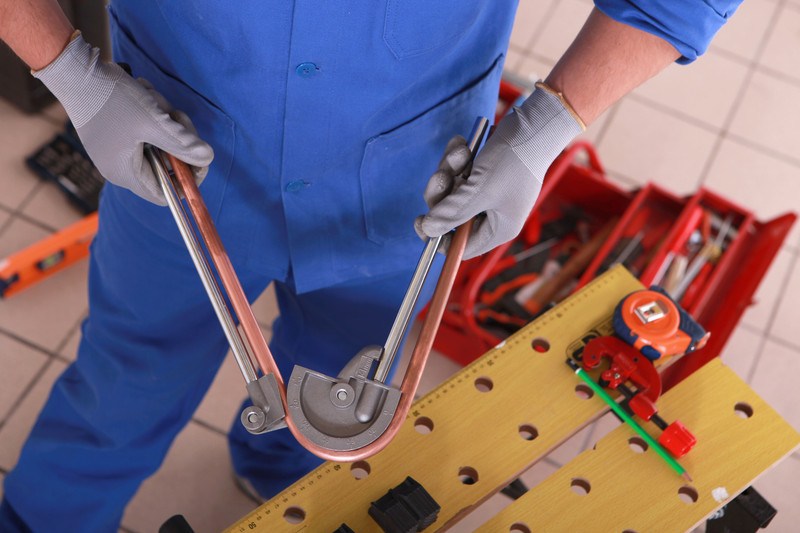
Levier profil
Atunci când utilizați acest dispozitiv, îndoirea profilului are loc exclusiv prin forța mecanică a unei persoane. Acest lucru devine posibil datorită prezenței efectului de levier asupra aplicării unei forțe de magnitudine considerabilă. Componentele din metale din plastic și oțel inoxidabil, a căror secțiune transversală nu depășește doi centimetri, se pot îndoi până la 180 de grade.
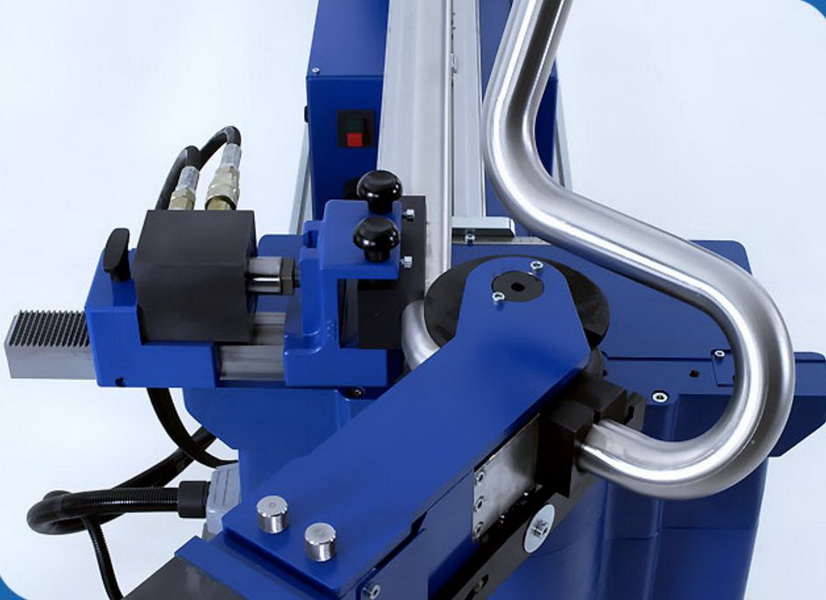
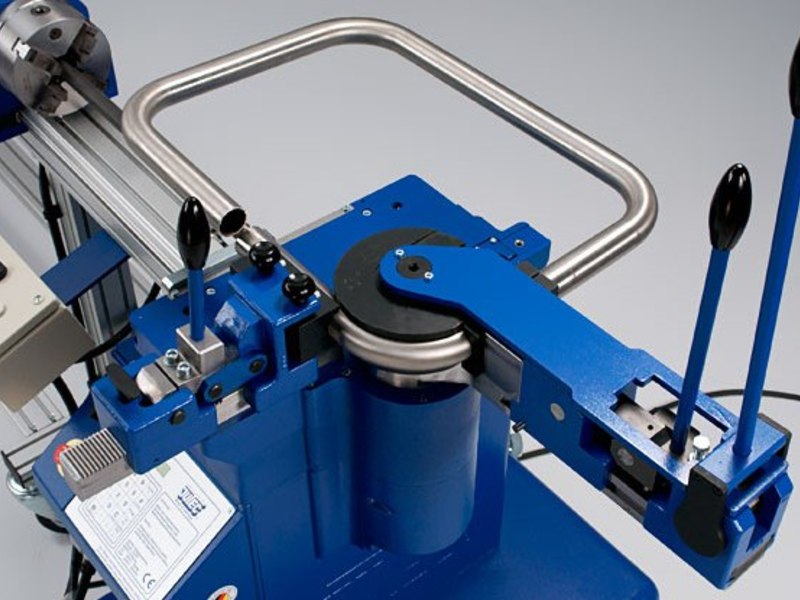
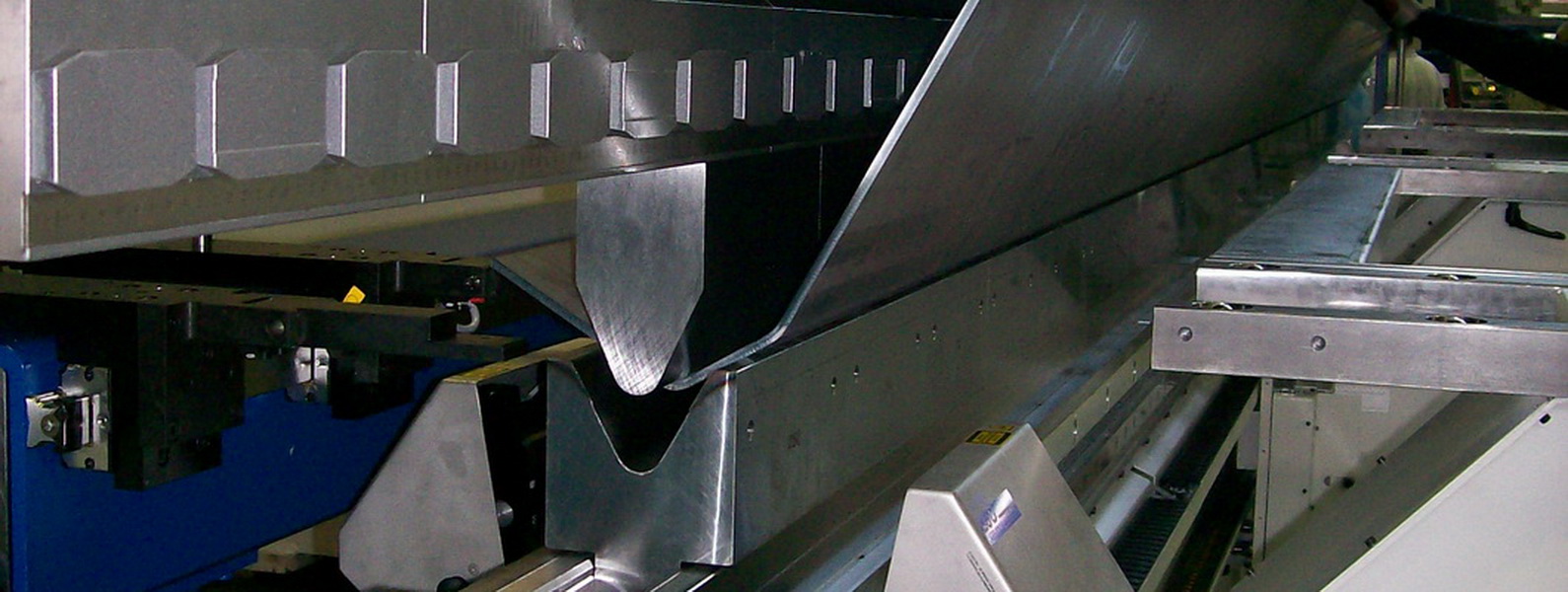
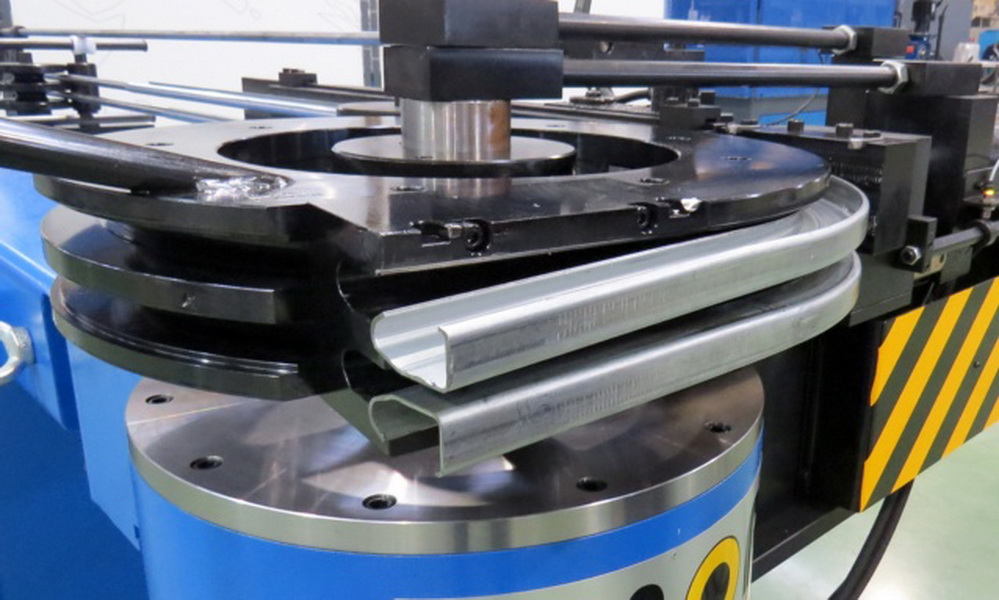
Mașini de îndoire a țevilor
Un astfel de instrument cuprinde următoarele părți:
- element de îndoire;
- un chopic în mișcare conectat la un pantof de îndoire;
- Două părți suport care se rotesc în jurul axelor proprii, pe care se află partea îndoită.

Dispozitivul poate fi configurat mecanic (cu șurub), hidraulic cu comandă manuală sau cu acționare electrică. Astfel de dispozitive ușor portabile se îndoaie cu ușurință un unghi de 90 de grade față de produsele metalice realizate din material plastic cu o secțiune transversală de până la 100 mm.
hidraulic
În producție și în uz casnic, dispozitivele hidraulice cu expunere manuală sau mecanică sunt mai frecvente.
Ne prezentăm avantajele acestora:
- Volume mari care pot fi efectuate în comparație cu un profil mecanic.
- O oportunitate de a alege benderul de țevi vertical sau orizontal în funcție de condițiile de spațiu de lucru și de confortul în muncă.
- Ușurința de înlocuire a dornelor (piese de schimb pentru specificarea unghiului).
- Existența dispozitivelor care în același timp îndoaie mai multe instalații simultan, ceea ce reduce în mod semnificativ timpul petrecut.
- Eliminarea dificultăților la locul de muncă chiar și pentru începători.
- Prezența unei țevi care protejează împotriva alunecării și a dispozitivelor care avertizează împotriva rănilor.
- Simplitatea auto-reparării în casă.

Semanatoare electrice pentru țevi
Ele îndoaie produsele metalice plasate pe componentele de îndoire, care, în funcție de rază, pot fi modificate. Pe astfel de dispozitive există un dorn pivotant, cu ajutorul căruia schimbă produsul. În absența alimentării cu energie electrică, dispozitivul funcționează de la o baterie internă.
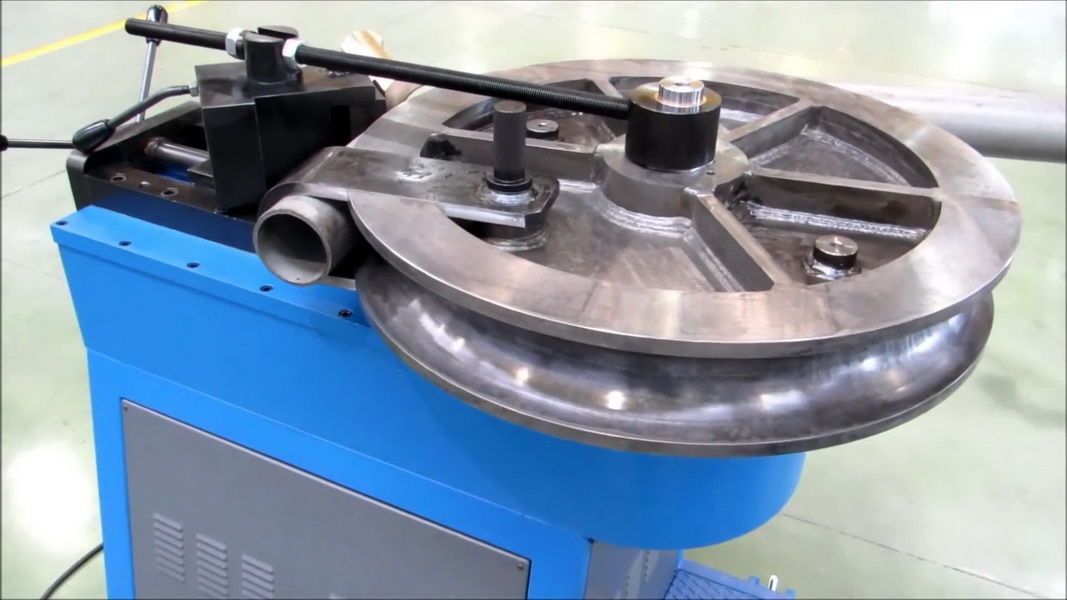
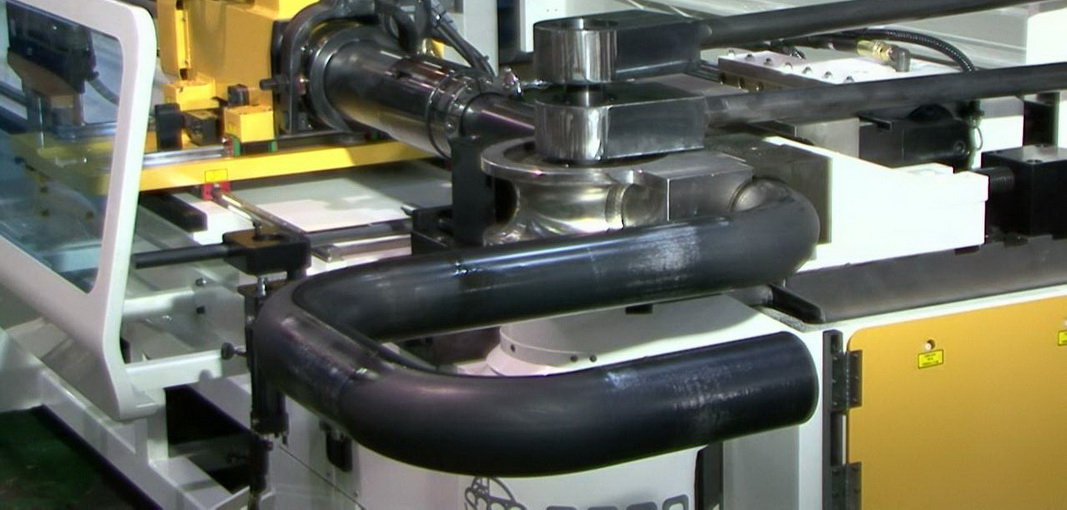
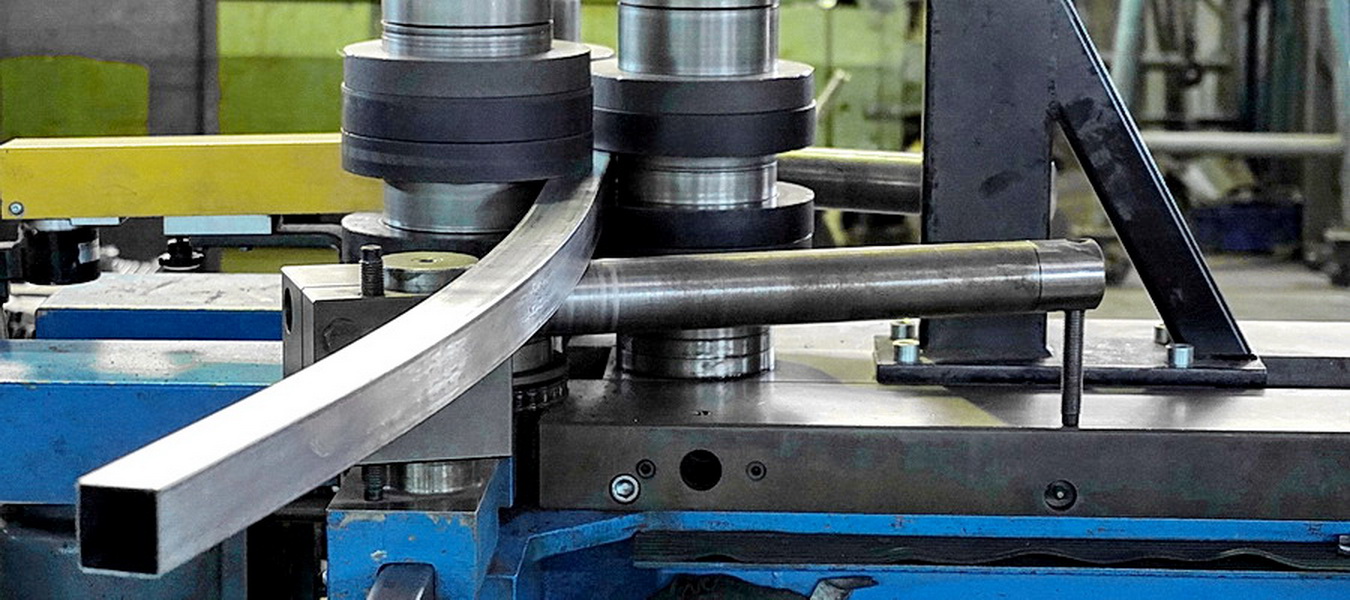
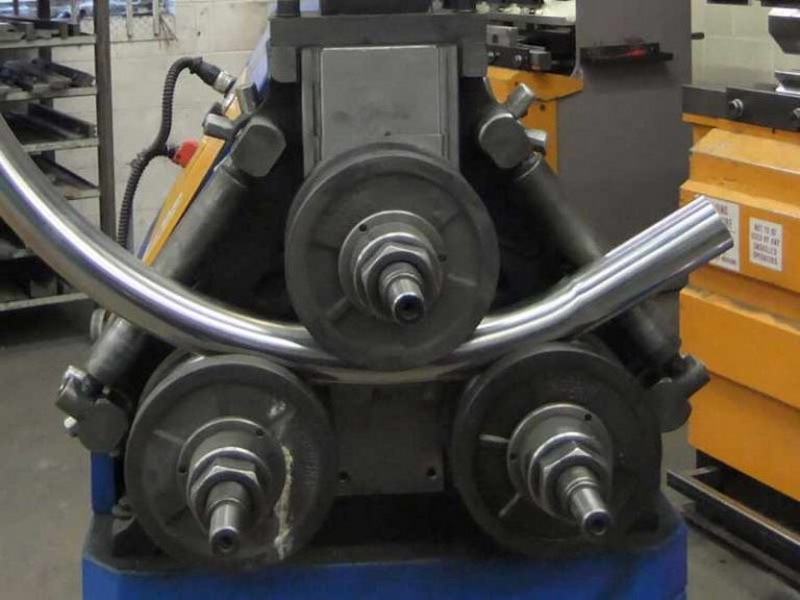
Masina de îndoire
Atunci când metoda rece, numită de rulare, folosiți o moară cu role standard, având trei rulmenți cu role. Forma și raza îndoirii la ieșire depind de alegerea și instalarea formei și mărimii necesare. Această mașină este capabilă să ofere o îndoire pieselor din orice material și orice configurație - se comportă nu numai cu secțiuni triunghiulare, ci și cu secțiuni triunghiulare și mai complicate. Cu ajutorul acestui echipament este posibilă deformarea piesei de lucru la lungimea maximă, ceea ce este foarte important și, de asemenea, obținerea unui produs îndoit la 360 de grade (într-un inel). Metoda de rulare este definită ca fiind cel mai des întâlnit tip de deformare, prin urmare, echipamentul aparține universalului.
În plus, mașina vă permite să setați un unghi specific, ceea ce crește precizia în timpul instalării. Unghiul poate fi controlat manual sau pe mașini CNC (cu control informativ-numeric) setat numeric cu controlul ulterior al procesului. Pe astfel de mașini, se realizează producția de șine de prosoape încălzite în fiecare casă. În fabricarea țevilor pentru podele încălzite trebuie de asemenea să contactați utilajul.Are o producție de scară largă de componente pentru scări spirală, porți, diferite forme de garduri și elemente decorative care servesc pur și simplu pentru a decora interiorul.
Liniile pozitive ale acestor dispozitive sunt următoarele posibilități.
- Abilitatea de a evita inexactitățile atunci când lucrează cu detalii subtile, spre deosebire de dispozitivele manuale, prezintă adesea o îndoire ascuțită în loc de o linie curbă netedă în contur.
- Precizie. Criteriul obligatoriu într-o construcție serioasă este acest punct. Din nou, nici alte tipuri de mecanisme și metode concepute pentru aceste tipuri de muncă nu sunt comparate cu mașinile profesionale. În fabricarea vânzării este, de asemenea, imposibil să se facă fără acest avantaj.
- Ajungeți cu o viteză mare pentru a obține produsul finit. Într-adevăr, viteza medie a îndoirii profilului este de 0,2-0,3 m / s.
- Autonomie. Abilitatea echipamentului de a lucra fără intervenția omului în secolul nostru nu mai este o inovație, ci doar una utilă, dar undeva este un plus esențial față de alte caracteristici.
- Potențialul de a face volume mari.

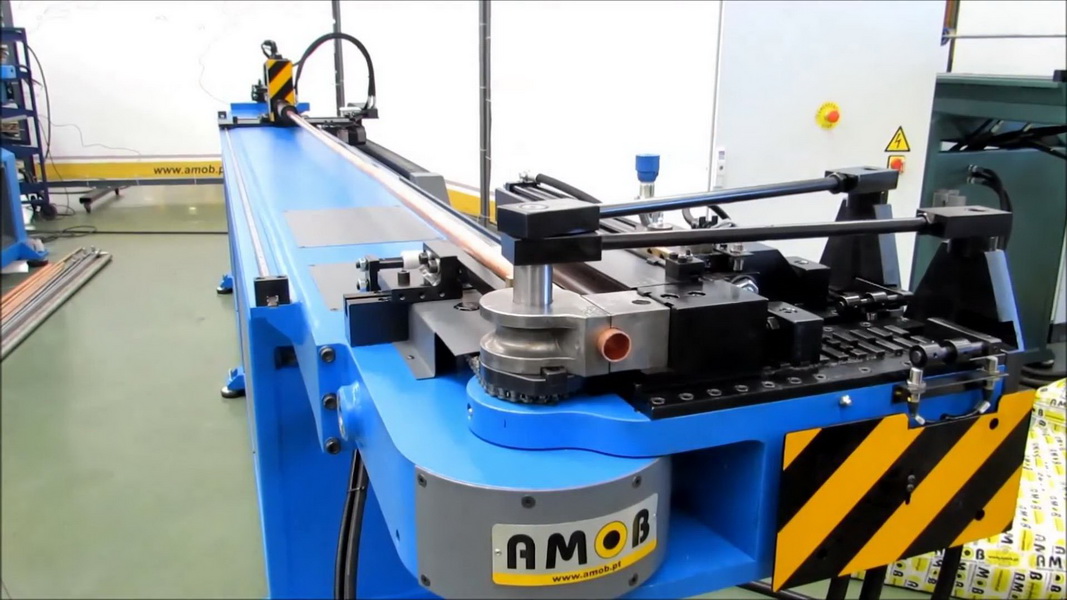
Există unități stationare de îndoire a profilului care sunt alimentate de la rețeaua de 380 V, astfel încât acestea nu sunt potrivite pentru uz personal. Pentru a nu face o achiziție eronată, trebuie să studiați cu atenție caracteristicile produsului. Instalarea de laminare este un lucru foarte eficient, dar și costisitor. În plus, utilizarea unui astfel de echipament este posibilă numai în fabrică.
Adesea, pentru a obține o piesă de calitate superioară, se utilizează îndoirea dornului, ceea ce este fezabil atunci când lucrați cu aproape orice dispozitiv. Despre ea în ordine. Dorn este o piesă rigidă sau flexibilă, plasată în interiorul segmentului bendabil în locul îndoirii ulterioare. După schimbarea formei produsului se dovedește a fi netedă, nu are pliuri și alte defecte. Un astfel de set de avantaje ale metodologiei este urmat de o reducere semnificativă a ratei de respingere la ieșirea produselor.
mijloace
Există două metode de îndoire a profilului radial: rece și cald (cu preîncălzire). Pe lângă separarea metodelor de tipul temperaturii, există multe alte tipuri legate de mecanizare și echipamentele utilizate, de exemplu, îndoirea:
- alergând în;
- plăgilor;
- desen;
- metoda de laminare cu trei role;
- folosind două suporturi;
- metoda de stretching;
- utilizând presiunea hidrostatică internă;
- trageți prin placa matriței cu o axă curbă;
- prin copiatoare.
Alegerea depinde de faptul că opțiunea caldă sau rece va funcționa.
Cu o performanță rece, acest lucru poate fi realizat cu mai multe opțiuni.
- (diametru de până la 70 mm, cu cerințe scăzute pentru rotunjirea secțiunii la îndoire);
- înfășurare (cu diametrul de până la 20 mm);
- tragere (pentru pereți subțiri);
- cu două suporturi (cu diametrul de până la 300 mm).
Cea rece este potrivită pentru un diametru mic, iar metoda rece nu va putea să îndoaască produsul, de exemplu, la un unghi de 45 de grade. Încălzirea îmbunătățește proprietățile de deformare ale metalului și datorită creșterii ductilității devine mai ușor de lucrat. Preîncălzirea nu cauzează probleme cu căsătoria sub formă de fisuri, deteriorări reziduale, ondulații și alte consecințe. La industriile mari încălzirea este produsă de curenți de înaltă frecvență (HDTV). În prezența unei mici secțiuni, utilizarea instrumentelor portabile portabile este fezabilă, pentru o secțiune mare o astfel de alternativă nu este aplicabilă, aici se utilizează echipamente mecanizate.
Pe lângă aceste nuanțe, merită amintit fenomenul consecințelor elastice.Aceasta înseamnă capacitatea de a returna parțial piesa de prelucrat după deformare la forma sa anterioară. Valoarea depinde de tipul de material și de dimensiunile profilului, de metoda de temperatură și de tipul de lucru - manual sau pe echipamente speciale.
În plus față de tehnicile de mai sus, în casă, procesul poate fi realizat cu ajutorul unui echipament ușor de creat. În funcție de caracteristicile inițiale și de circuitul dorit, există suficiente opțiuni pentru economisirea echipamentelor costisitoare. Mai jos sunt câteva exemple.
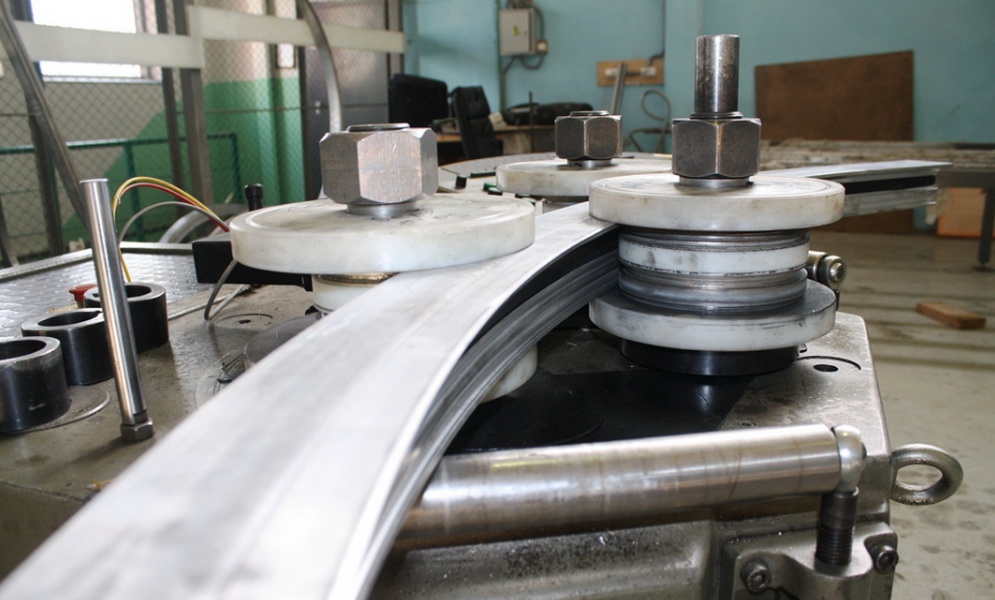
Mecanism bazat pe role
Aceasta este versiunea cea mai apropiată de profilul ruloului original. Pentru a-l crea, va trebui să achiziționați 2-4 videoclipuri. Trebuie remarcat faptul că lățimea lor ar trebui să depășească ușor lățimea produsului în sine. Pentru a obține rezultatul, trebuie să îl fixați orizontal, astfel încât rolele să aibă posibilitatea de a se roti liber, trebuie să se afle la o distanță atât de mare încât să nu interfereze cu țevile care trec prin sistem fără obstacole.

Acest asistent pentru a vă permite să îndoiți produsul în jurul circumferinței.Dacă este nevoie să se atingă un anumit unghi, sistemul trebuie să fie format din trei cilindri rotiți. În timp ce unul dintre ele este de dorit să se lase reglabil. Elementul de armare este plasat între role, iar persoana care controlează procesul începe să deruleze.
Utilizarea mașinii de șlefuit și a mașinii de sudat
Dacă construcția unui astfel de mecanism este imposibilă din cauza finanțelor, a timpului, a competențelor sau a altor motive, există variații mai ușor de înțeles. Dar aplicarea metodei de sudura necesita in mod semnificativ timp si necesita laboriositate.
Secvența lucrărilor este după cum urmează.
- În primul rând, se recomandă calcularea toleranței admisibile și determinarea pentru dvs. a razei de îndoire solicitate.
- Aplicați de-a lungul mărcilor transversale ale produsului, care vor fi tăiate în continuare pentru o conectare ulterioară. Cu cât este nevoie de o tranziție mai ușoară în partea îndoită, cu atât mai des este necesar să se facă marcări.
- Faceți tăieturi ale trei laturi (margini) alese pe marcajul desenat. A patra latură nu trebuie atinsă.
- După tăiere, îndoiți produsul la curbură dorită. pentru a îmbunătăți precizia, puteți face o piesă.De exemplu, pregătiți o parte din lemn cu îndoirea dorită. Atașați partea nețesută a rolei laminate la marginea curbată a șablonului, fixați-o și apoi îndoiți câmpul pentru a se potrivi cu îndoirea șablonului.
- Conectați ferăstrăul cu atenție și în mod fiabil.
- Conectați zonele cu atenție, astfel încât suprafața piesei să devină netedă, fără a se extinde cusăturile.


Cu o suprafață mare de tăiere, această metodă, în absența altora, va fi potrivită ca niciodată. Dar această metodă este aplicabilă pentru operele individuale, deci nu ar trebui aplicată celor care trebuie să deformeze un număr mare de elemente. În acest caz, ar putea fi mai rațional să ne gândim la crearea unui bender.

Arc pentru îndoire
Toți maeștrii cunosc această metodă. Esența sa constă în următoarele: un arc special din secțiune pătrată din sârmă de oțel este plasat în interiorul țevii în locul unde este necesar să se obțină o îndoire. Arcul va servi ca un dorn, secțiunea lui transversală ar trebui să fie 1-2 milimetri mai mică decât secțiunea transversală interioară. Folosind un suflator, locul îndoitului este încălzit, aplicat pe semifabricat cu o rază de îndoire adecvată și, folosind forța, nu se apasă prea mult până când nu se obține curbura dorită.Această metodă este destul de simplă, dar folosită în timpul lucrului, se recomandă să respectați cu atenție măsurile de siguranță: să lucrați cu mănuși speciale și să folosiți cleștele.
Sfaturi
Despre intricaciile metodei fierbinți
Pentru a îndoi cu succes țeava într-un mod fierbinte, ar trebui să folosiți un umplut din nisip. Opțiunea ideală este construirea nisipului cu granulație medie sau râul. Dacă nu este posibil să folosiți doar acest lucru, în ultimă instanță, materialul din cutia de nisip pentru copii, dar curățat anterior de conținut inutil, va fi de asemenea potrivit. Pentru a fi curățate de impurități nedorite, este necesar să se cernească printr-o sită cu găuri de aproximativ 2 milimetri. După prima examinare pe sită vor rămâne obiecte mari - crengi și pietricele. Prezența lor în materialul de umplutură este extrem de nedorită, deoarece atunci când este încălzită, ele pot afecta relieful și pot forma o bulă. Apoi, trebuie să treci viitoarea umplutură a doua oară, deja printr-o sită fină pentru a scăpa de nisip prea fin. După cernere, nisipul este calcinat.

Țeava, în locul unde va avea loc îndoirea, este recoacere. Înainte de a adormi, umplutoarea trebuie să aibă grijă de prize,ceea ce nu-i va permite sa dormi suficient. Se recomandă să le scoateți din lemn, astfel încât să se potrivească perfect cu pereții. Într-una dintre prize, este necesar să se facă caneluri prin care trebuie să iasă aerul fierbinte. Astfel de deschideri sunt situate pe fiecare parte, adică ar trebui să existe patru secțiuni pătrate. După instalarea ștecherului fără găuri prin pâlnie, puteți începe încărcarea umplerii. În același timp, în mod periodic ar trebui să bat partea pentru a sigila nisipul. După securizarea celui de-al doilea dop, puteți marca curba, fixa piesa și produce o încălzire uniformă. Dacă piesa este sudată, cusătura trebuie să fie amplasată în afara curburii, pentru a evita divergența acesteia. Culoarea gata pentru partea de îndoire trebuie să fie de culoare roșu-cireș și din conductă - pentru a zbura de pe scară.

Se recomandă îndoirea produselor metalice de la prima încălzire, în caz contrar poate duce la pierderea rezistenței și a fracturii elementului. Dacă, după răcire, dopurile din lemn sunt greu de îndepărtat, pot fi stingate și, după ardere, se toarnă nisip.
Despre intricaciile metodei rece
Subtilitățile metodei la rece:
- Fără utilizarea de instrumente speciale și încălzire în sezonul rece, procesul de îndoire poate fi facilitat foarte mult. Pentru aceasta, alternativ la metoda nisipului, apa este folosită ca umplutură. După umplerea și montarea dopurilor, produsul este expus la îngheț pentru timpul necesar pentru înghețarea completă a lichidului. În lumina proprietăților fizice ale apei înghețate, îndoirea va fi mai ușoară.
- Pentru a evita rănirea periilor și pentru a reduce forțele aplicate, se propune utilizarea unei țevi de profil cu o secțiune puțin mai îndoită. Pentru aceasta, un profil mai mare este purtat pe marginea celui mai mic, crescând astfel rezistența umărului.
- Maeștrii sunt sfătuiți să facă o încercare de încercare pe o parte inutilă a produsului, aceasta va da o idee despre proprietățile sale fizice și va preveni erorile în încercările ulterioare.
Rezumând cele de mai sus, putem trage concluzii cu privire la eficiența acestei sau acelei metode. Este mai bine să vă adresați profesioniștilor care au echipamente special concepute în acest scop pentru a obține un rezultat mai bun și pentru a economisi timp.Dacă lucrarea implică o îndoire mai multă a produselor, atunci de ce să nu vă gândiți la achiziționarea de echipamente speciale și, probabil, la furnizarea de servicii de îndoire altor persoane. În acest caz, puteți plăti rapid pentru dispozitiv.
Alternativ, există posibilitatea de a închiria un dispozitiv de îndoire a țevilor pentru o anumită perioadă de timp. Dacă există o astfel de opțiune în orașul dvs., atunci veți economisi timp și nu va trebui să plătiți prea mult pentru serviciile costisitoare ale companiilor.
Pentru informații despre cum să îndoiți o țeavă fără bender pentru un baldachin, consultați următorul videoclip.



















